Tomato Paste & Ketchup Turnkey Filling and Packaging Lines
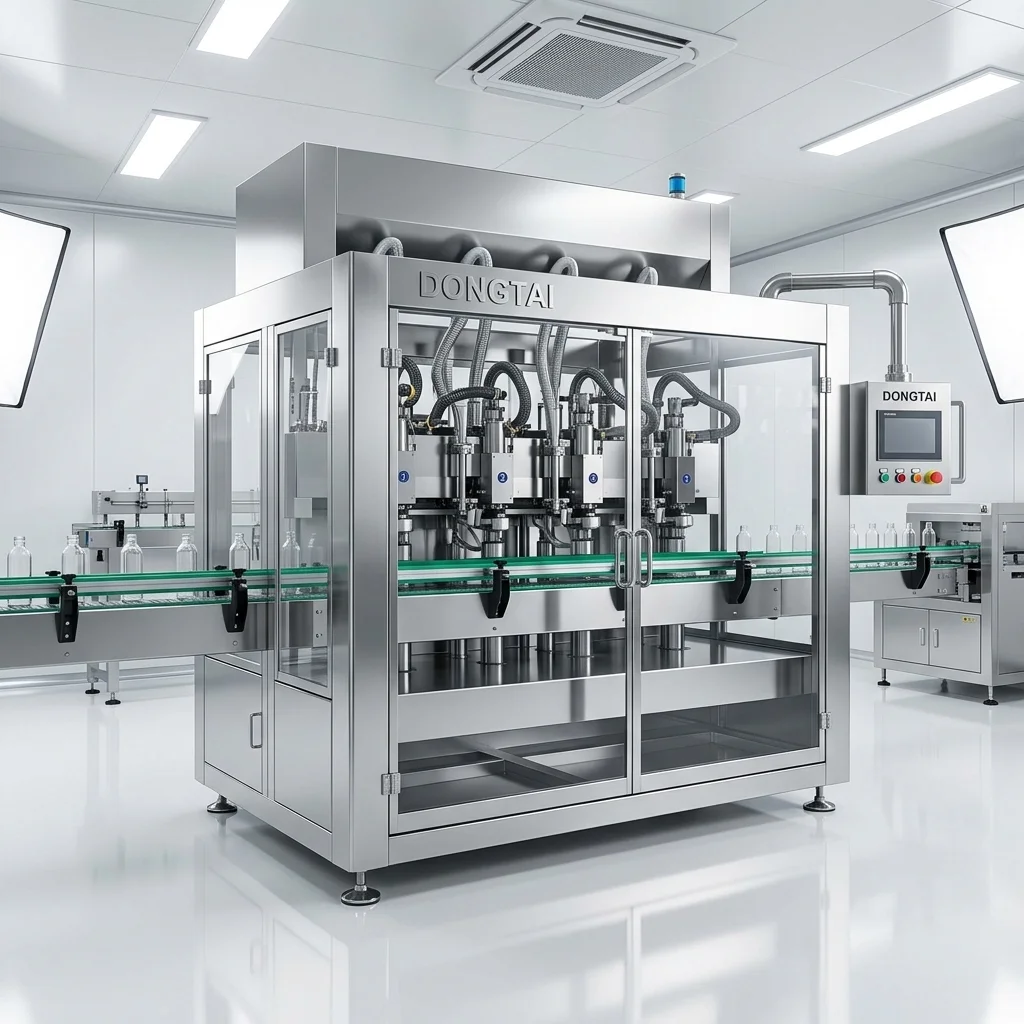
FPM designs turnkey bottling lines for concentrated tomato paste and ketchup, integrating glass jar washing, temperature-controlled piston filling, steam-vacuum Twist-Off capping, and downstream robotic palletizing.




Real Turnkey Tomato Paste & Ketchup Project Evidence
Review operational videos and engineering parameters from real customer plant installations.
Real tomato paste glass jar filling, vacuum capping and packing turnkey line
Tomato Paste Hot-Filling and Vacuum Capping Line
Summary: Solves glass breakage, neck contamination, and mold oxidation during hot-fill. Features automatic heating, steam vacuum capping, and drying/labeling.
High acid tomato paste filled hot (85-90°C) experienced severe splashing at high velocities and failed to maintain vacuum after cooling.
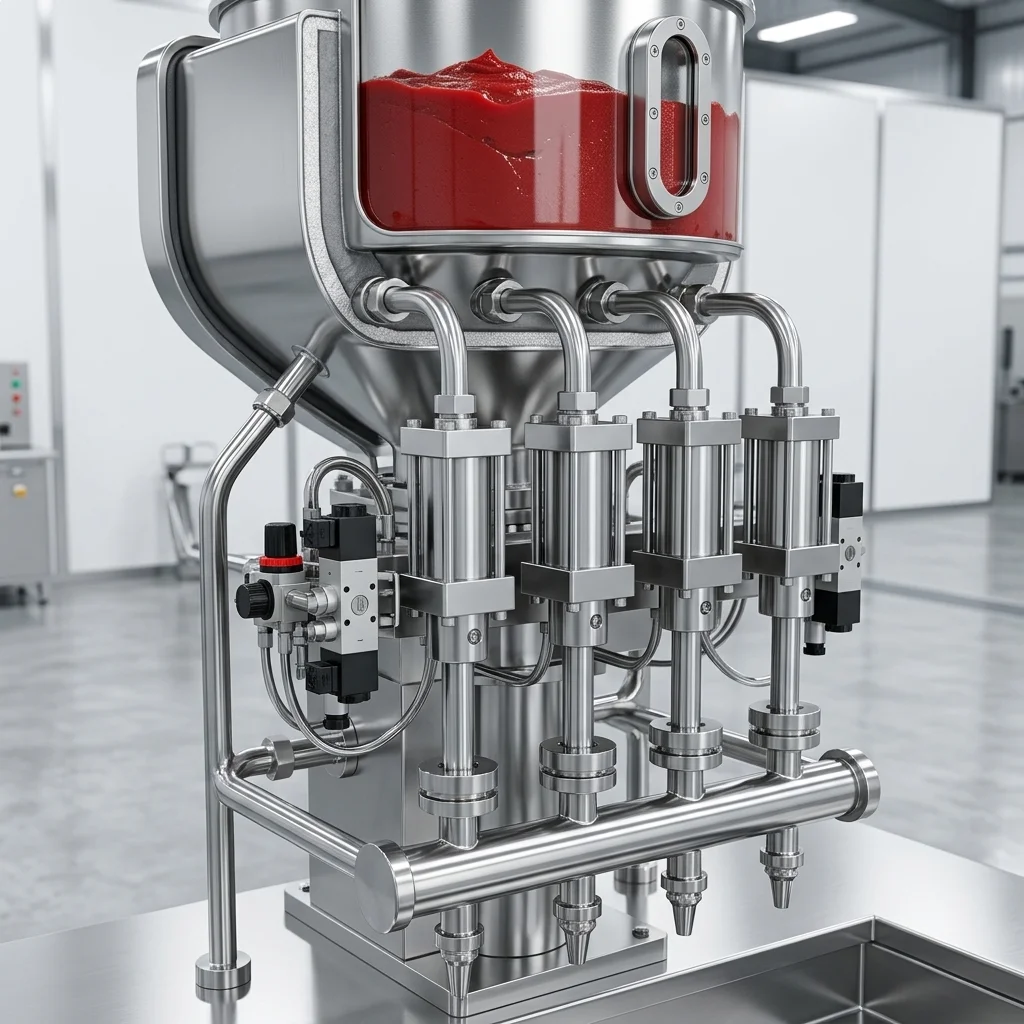
Implemented SUS316L volumetric piston filler with active temperature jackets, paired with steam-injection capping chambers.
100% stable vacuum pressure above 0.04 MPa after cooling, with zero splash contamination on bottle threads and clean labeling.
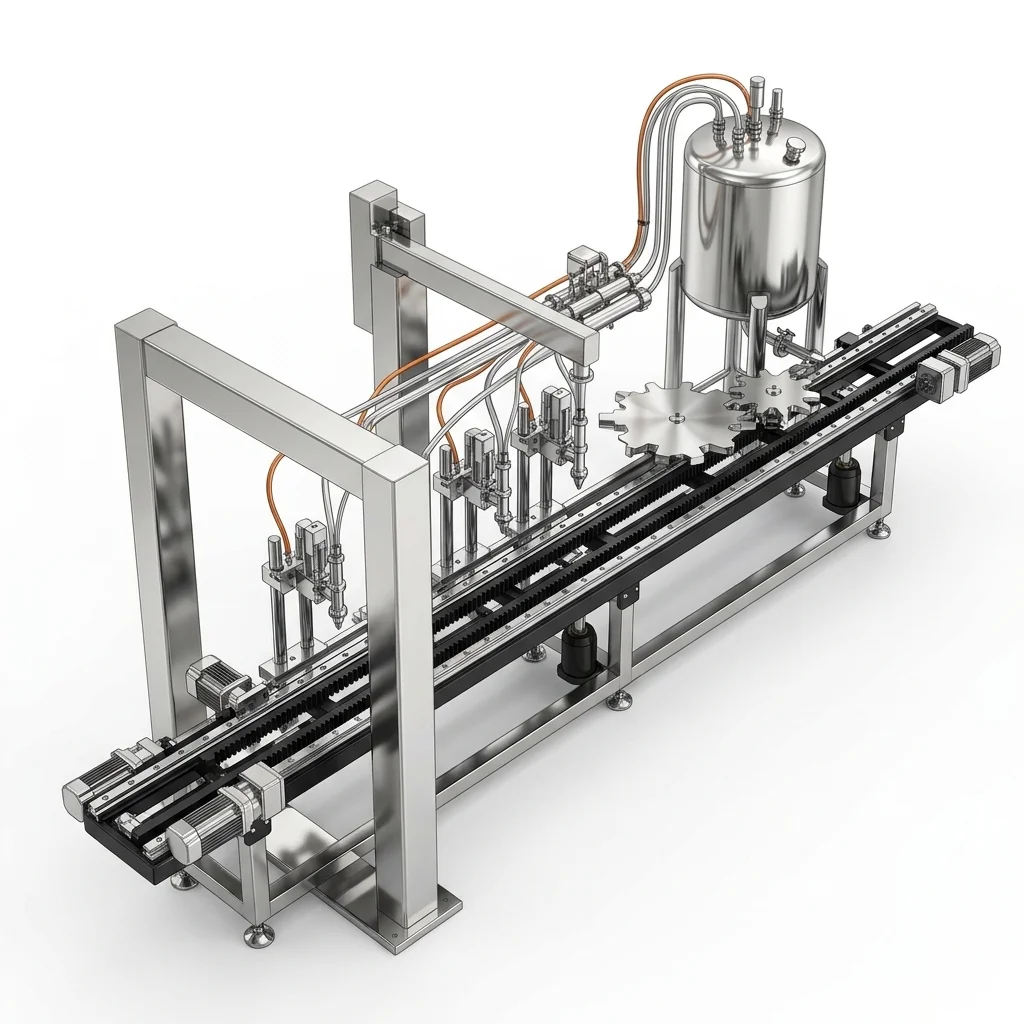
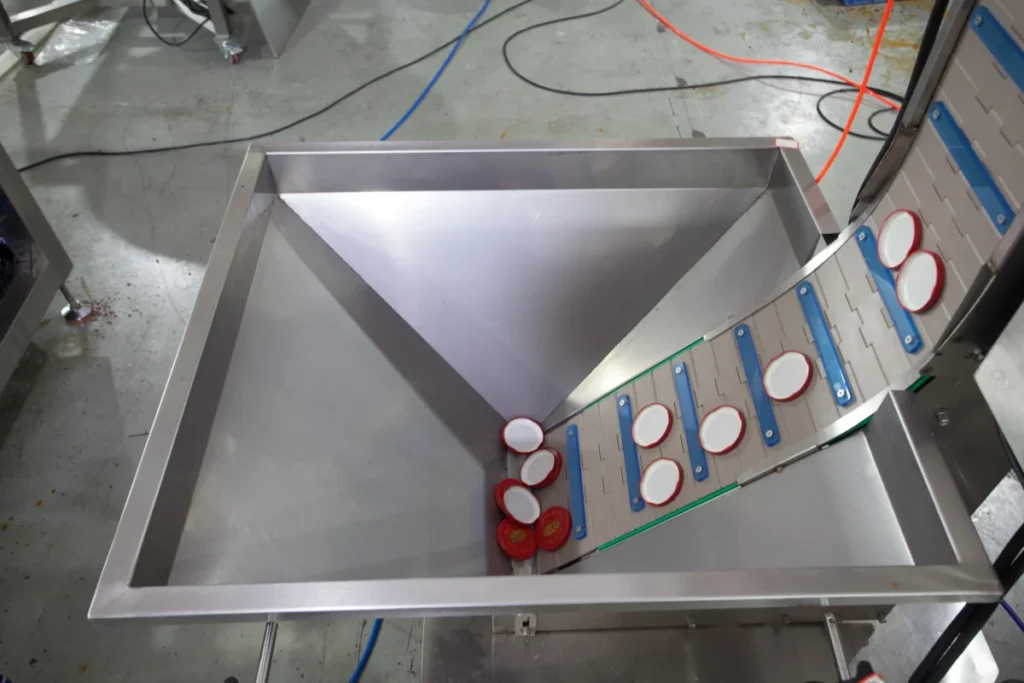
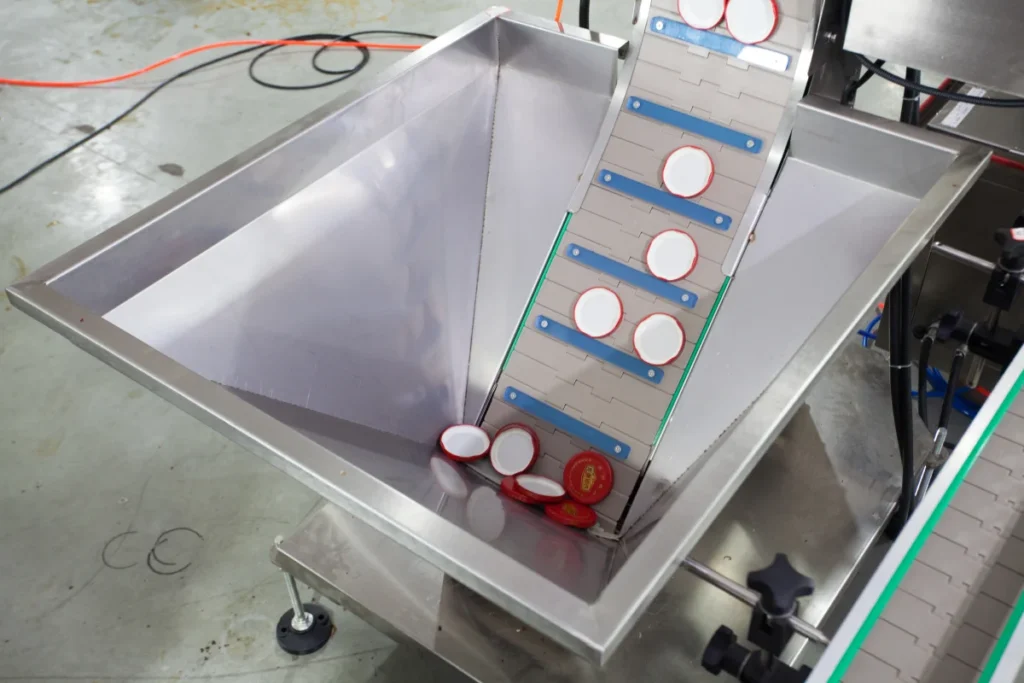
Real tomato paste agitated hopper, material flow and pre-filling feed stability trial
Tomato Paste Agitated Hopper and Feed Stability Trial
Summary: Shows the real sauce condition before filling: how the paste moves, whether it holds air, and whether agitation is enough to keep the product uniform before entering the filler.
Thick tomato paste can stratify, trap air, and form dead zones in the hopper. If the feed is unstable, piston filling becomes inconsistent before the jar even reaches the nozzle.
Use a low-shear agitated hopper with controlled pump feeding and jacketed product contact zones, then tune suck-back and piston stroke after observing the real paste surface, bubbles, and flow behavior.
The trial identifies whether the paste needs heating, stronger agitation, larger-diameter piping, or modified nozzle suck-back before the full filling line layout is frozen.
How FPM Diagnoses a Sauce Packaging Line
We do not sell pre-packaged off-the-shelf machinery. Every line is customized from four dimensions to match your materials and packaging formats.
1. Material & Rheology
We analyze material viscosity (Bostwick/cps), particulate sizes, filling temp (85°C hot-fill vs cold emulsion), and wall-clinging risks. This dictates hopper agitation, piston driving power, and valve sizes.
2. Vessel Geometry Fits
Round jars, hexagonal preserves glass, or squeeze PET bottles change conveying behavior. We review neck tolerance, structural deformation limits under fill load, and orientation guide rail lines.
3. Closure & Vacuum Integrity
Metal Twist-Off caps (TO-66/82) or plastic screw caps demand different sealing mechanics. For preservative-free sauces, we integrate steam-injection chambers to secure post-cooling residual vacuum.
4. End-of-Line Synchronization
High output demands continuous line flow. Upstream filling must synchronize with downstream case packing (Capacker) and robotic palletizing (PSCProbot) to prevent micro-stops that compromise product heat.
Integrated Line Coordination & Process Balancing
From unscrambling, filling, capping, labeling, serialization to buffer tables, resolving process bottlenecks and downtime risks at every node.
Glass Jar Unscrambling
Clam rotary unscrambler aligns empty glass jars; air blowing cleans internal box lint.
Container tipping blocks the inlet.
Inverted Rinsing & Drying
Iwash inverts jars 180° for pressurized water washing; Blow tunnel removes water droplets.
Residual water drops dilute sauce Brix.
Volumetric Piston Filling
GBpackery piston cylinder fills viscous sauce; heated hoppers keep paste fluid.
Stringing drips spoil the jar rim seal.
Steam-Vacuum Capping
Arrang magnetic loader feeds lids; Screw chamber injects steam to create deep vacuum.
Weak vacuum causes product oxidation.
Laser Coding & Labeling
Printer CO2 laser marks tracking codes; Rsticker rotary plates apply labels.
Conveyor vibration smudges tracking codes.
End-of-Line Boxing
Automatic cartoning machines pack jars; PSCProbot vacuum grippers stack finished cases.
Downstream block halts the main filler.

Containers & Caps Compatibility Proof
FPM customizes conveyor channels, starwheels, and capping chucks specifically for standard consumer packaging standards.

Euro-jar (TO-66 / TO-82)
Steam-injection vacuum capping
Injects superheated steam into jar headspaces; steam condenses to create a hermetic vacuum.

Hexagonal Jar (TO-58 / TO-66)
Non-shear rotary spool filling
Integrates large-bore valves to allow thick particulate tomato sauces to pass through without clogging.

Mini Glass Jar (TO-38 / TO-43)
Low-volume precision piston dosing
Optimizes piston strokes for small-capacity packaging like ketchup or tomato paste with zero dripping.

PET/PP Squeeze Bottle
Active mechanical suck-back nozzle
Draws fluid backward at cut-off, ensuring no sauce residue smears the outer bottle shoulder.

5kg Catering Bucket
Diving nozzle level-tracking
Lowers nozzle to the bucket bottom and lifts it in sync with fluid level rising to prevent foaming.
FPM Bojline 9-Step Turnkey Integrated Flow
We resolve 9 key filling line risks through precise mechanical synchronization and diagnostic logic.
Rotary Bottle Unscrambler operational video: demonstrating real-world tomato paste process stability.



















Thin-wall glass Euro-jars or lightweight plastic bottles often experience container bridging, neck wedging, or tipping at the feeder, leading to immediate line stoppage.
Rotary Bottle Washer operational video: demonstrating real-world tomato paste process stability.

















Sub-micron dust, box lint, or tiny glass particles left inside empty jars contaminate food products, violating HACCP and food safety standards.
Tunnel Bottle Dryer operational video: demonstrating real-world tomato paste process stability.












Static electricity on plastic containers causes dust to cling tightly to the bottle walls, resisting basic gravity rinsing.

Servo piston filling nozzles dosing hot tomato paste into wide-mouth glass jars without dripping.














































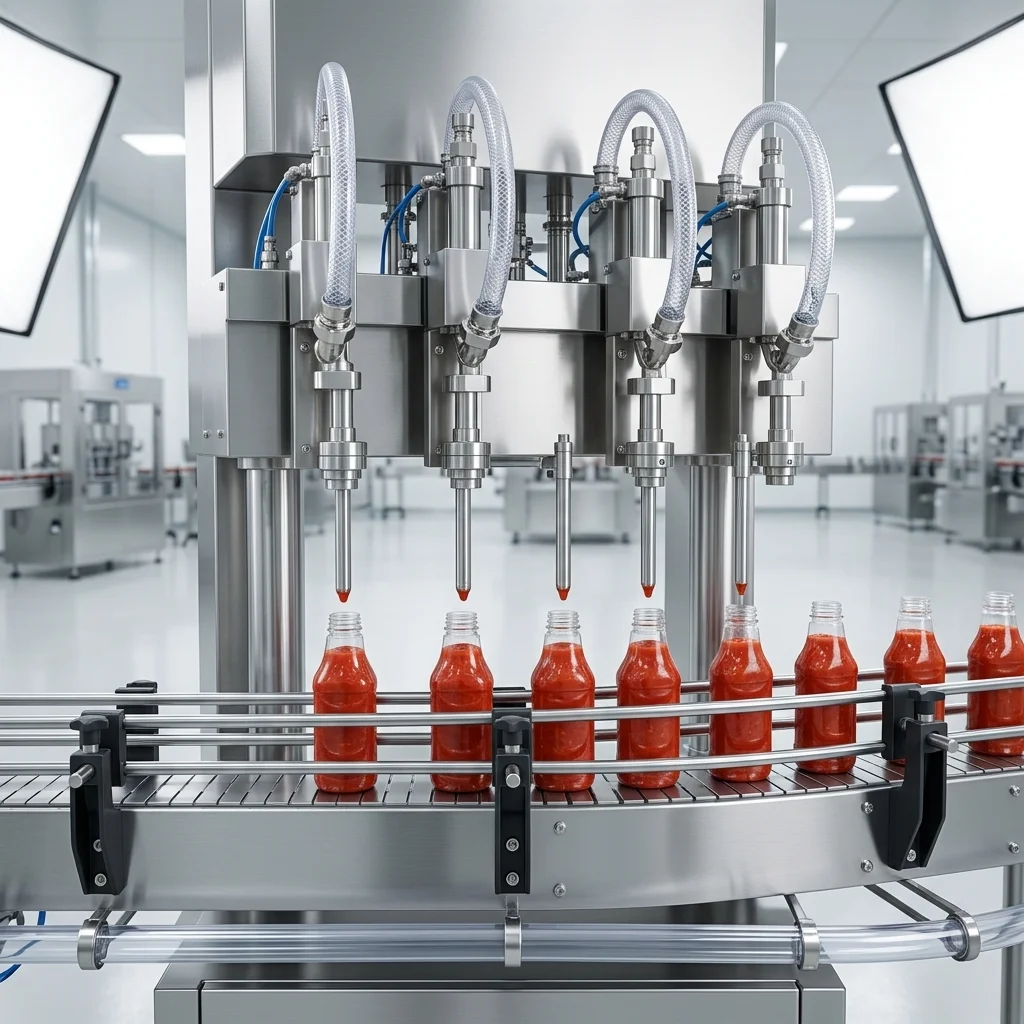




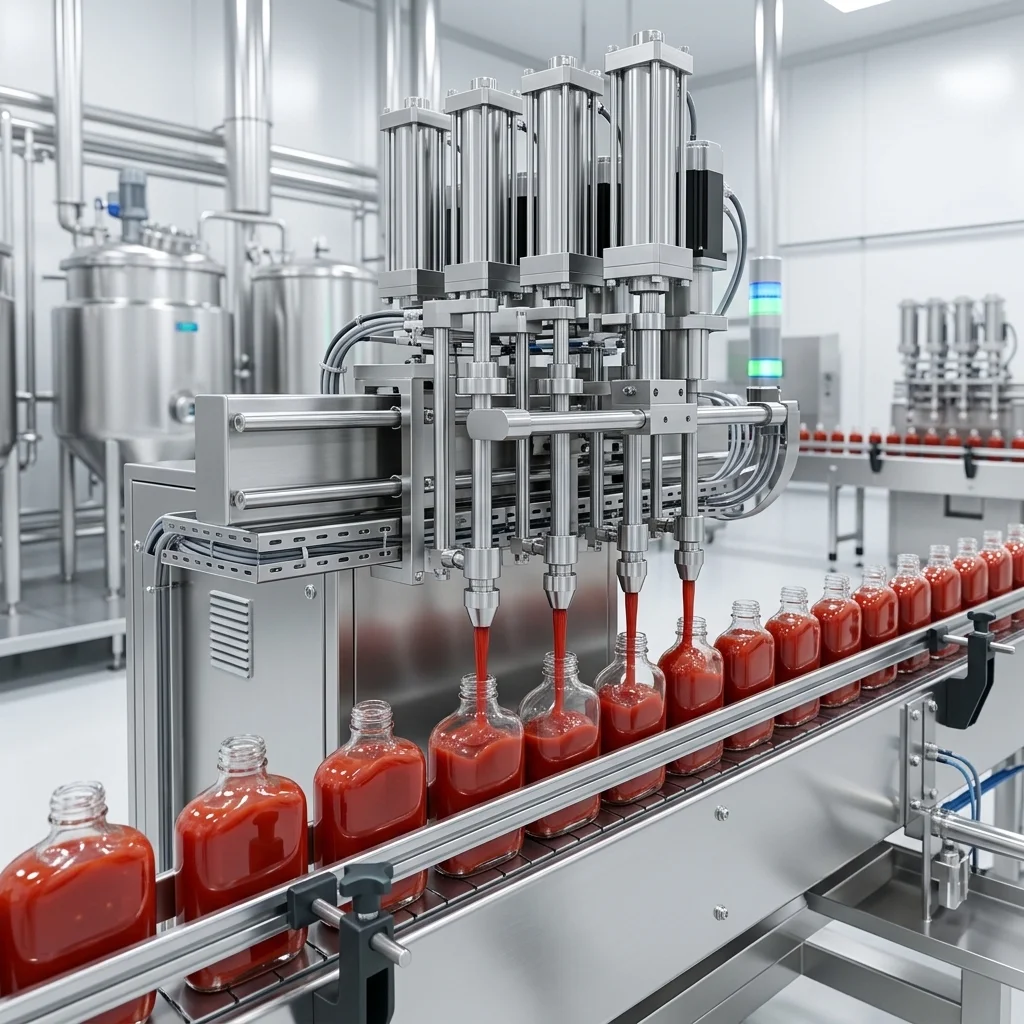











High-viscosity tomato paste and ketchup are prone to product stringing and nozzle dripping. Paste droplets on the glass threads prevent airtight steam-vacuum sealing during capping.

Waterfall Cap Arranger operational video: demonstrating real-world tomato paste process stability.


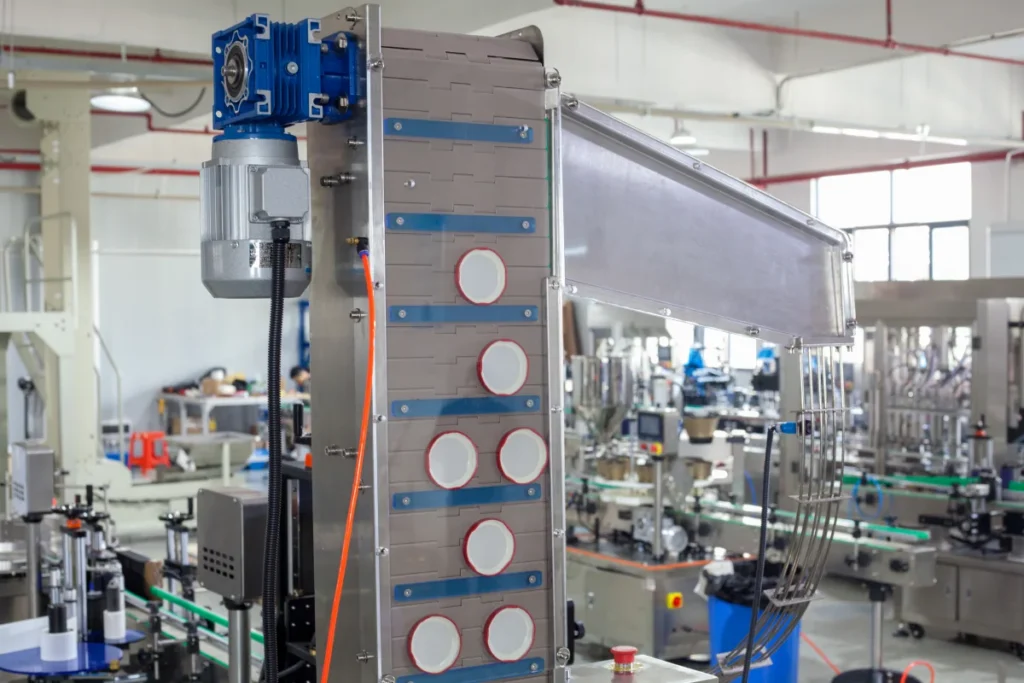
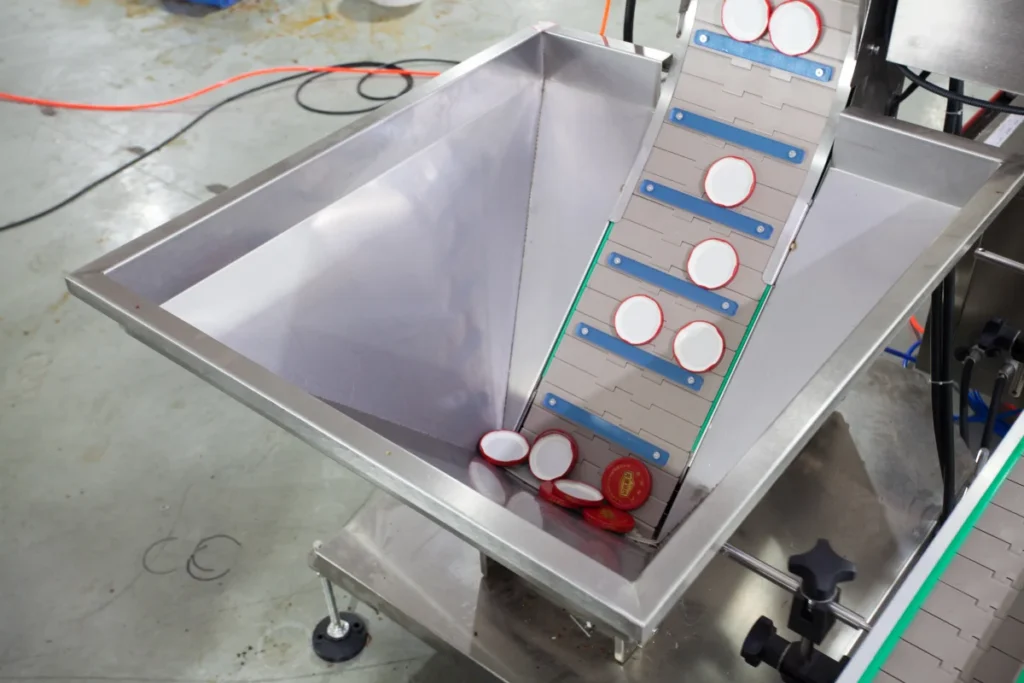













Incorrectly oriented caps entering the capper block the threading mechanism, causing line downtime and cap wastage.
Vacuum Screw Capping Machine operational video: demonstrating real-world tomato paste process stability.













Residual oxygen inside food jars causes rapid oxidation, mold growth, and a short shelf life, forcing the use of synthetic preservatives.
CO2 Laser Coding Machine operational video: demonstrating real-world tomato paste process stability.


Vibrating conveyors smudge inkjet/laser codes, rendering national DataMatrix (Честный ЗНАК) compliance codes unreadable.
Rotary Positioning Labeler operational video: demonstrating real-world tomato paste process stability.




















Skewed, bubbled, or peeling labels on tapered or wet jars destroy B2B brand presentation and retail appeal.









Downstream stops (e.g., label roll replacement) force the upstream filling machine to stop immediately, causing food to bake or settle in the hopper.
FPM Downstream Carton Packaging & Palletizing (5 Steps)
From carton erecting to film wrapping: advanced robotic handling eliminates transit damage and structural pallet shifts.
Automatic Carton Erector operational video: demonstrating real-world tomato paste process stability.

Uneven suction or warped cardboard blanks obstruct the erecting arms, stopping the downstream packer.
Universal secondary packaging for all jar/bottle products using standard shipping cartons.
Corrugated cardboard quality and humidity levels dictate suction cup size and vacuum generator capacity.
Confirm flat cardboard CAD templates, cardboard weight (GSM), and cardboard storage humidity limits.
Automatic Case Packer operational video: demonstrating real-world tomato paste process stability.

Glass jars colliding during pick-and-place cause micro-fractures; plastic bottles deform under gripper pressure.
Critical for high-speed automated lines transporting fragile glass Euro-jars.
Requires custom-molded silicone suction pads and active pneumatic cylinder cushion limits.
Confirm packing matrix (e.g. 3x4 = 12 jars), inner carton clearance, and maximum container weight.

Automatic Carton Sealer operational video: demonstrating real-world tomato paste process stability.

Improper flap folding or tape misalignment leaves gaps, causing box bottom collapse during storage.
Standard packaging protection required for overland transport and shipping container cargo.
Requires synchronized dual side-belt drives and heavy-duty tape dispensers.
Confirm tape width (48/60/75mm), sealer conveyor height, and maximum box throughput.
Robotic Palletizer operational video: demonstrating real-world tomato paste process stability.

Vacuum drop due to air pressure loss drops heavy cartons; misalignment tips the entire pallet stack.
High-capacity continuous packaging lines requiring physical labor reduction at the end-of-line.
Articulated arm reach and maximum payload capacity (e.g. 30kg) limit carton speeds.
Confirm stacking patterns, layer counts, pallet size (1200x800 Euro-pallet), and safety guarding limits.

Insufficient film tension causes load shifting in transit; weak pallet base cracks under heavy loads.
Prerequisite for forklift handling and warehouse racking logistics protection.
Grid plastic pallet size matching Euro-standards (1200x800mm / 1200x1000mm) and high-tension stretch film.
Confirm dynamic load capacity (tonnes), static load target, and wrapping film layer counts.
Request Integrated Packaging Line Proposal
Submit your physical material characteristics, container specifications, and target speeds. Our engineering division will draft a complete line layout and dosing verification plan.
Live Assessment Card
What We Already Know
System Preliminary Judgment
Engineering Advisory Notes
Similar high-viscosity food materials require separate testing and are not the main focus of this site.