



真实番茄酱线视频
这里放真实车间视频。先看设备怎么跑、酱料怎么流,再看参数是不是适合你的瓶子和盖子。
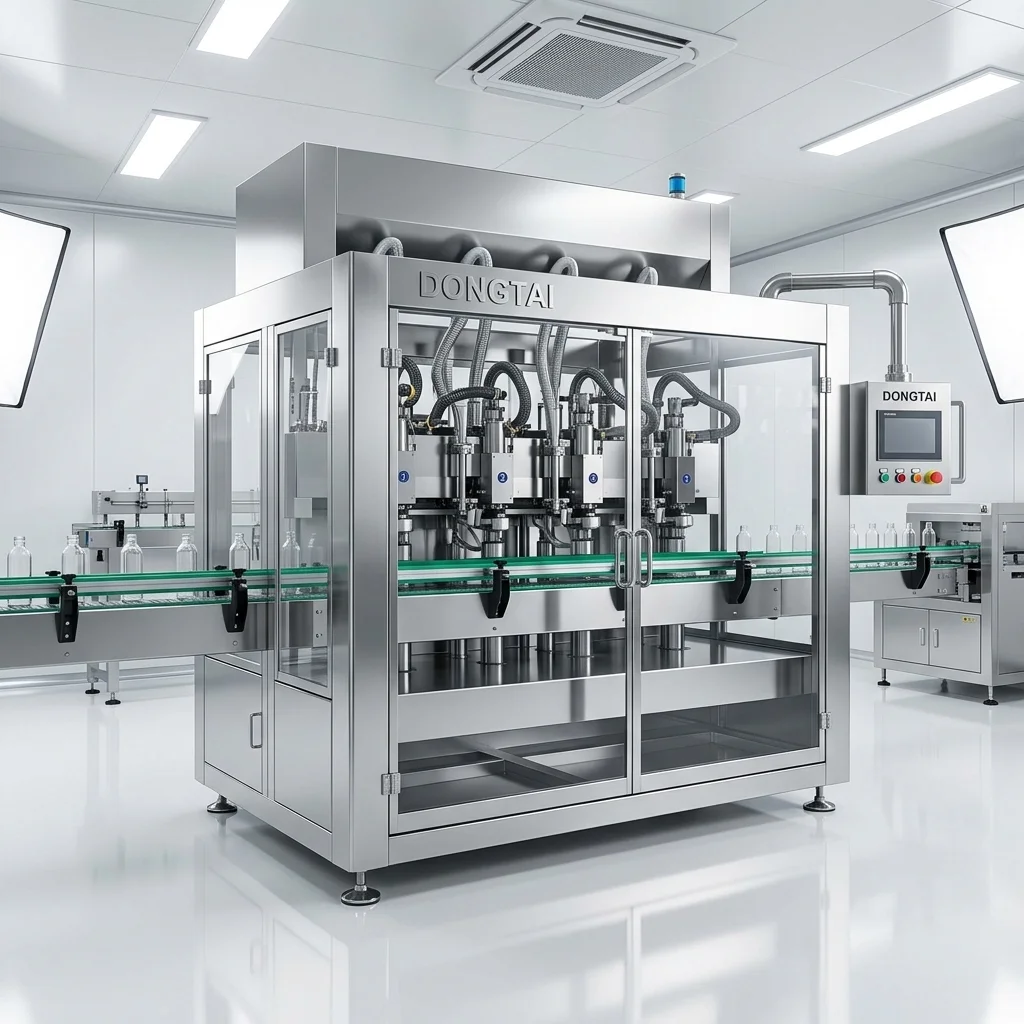
真实番茄酱广口瓶理瓶、灌装与抽真空旋盖包装整线
番茄酱热灌装与真空旋盖整线
项目概述: 重点处理高温番茄酱装罐时的三件事:玻璃瓶炸裂、瓶口被酱料弄脏、盖子锁不住真空。整线包含热灌、蒸汽抽真空、吹干和贴标。
高酸番茄酱在高温(85°C)高速灌装下极易产生飞溅污染瓶口螺纹,且冷却后负压不足引发瓶盖脱扣。
设计SUS316L伺服双夹套恒温活塞灌装机,配合过热蒸汽喷射封口室及下潜回吸截止料嘴。
冷却后瓶内负压稳定保持在0.04 MPa以上,瓶口螺纹零残渣污染率,贴标中线搭接精度100%。
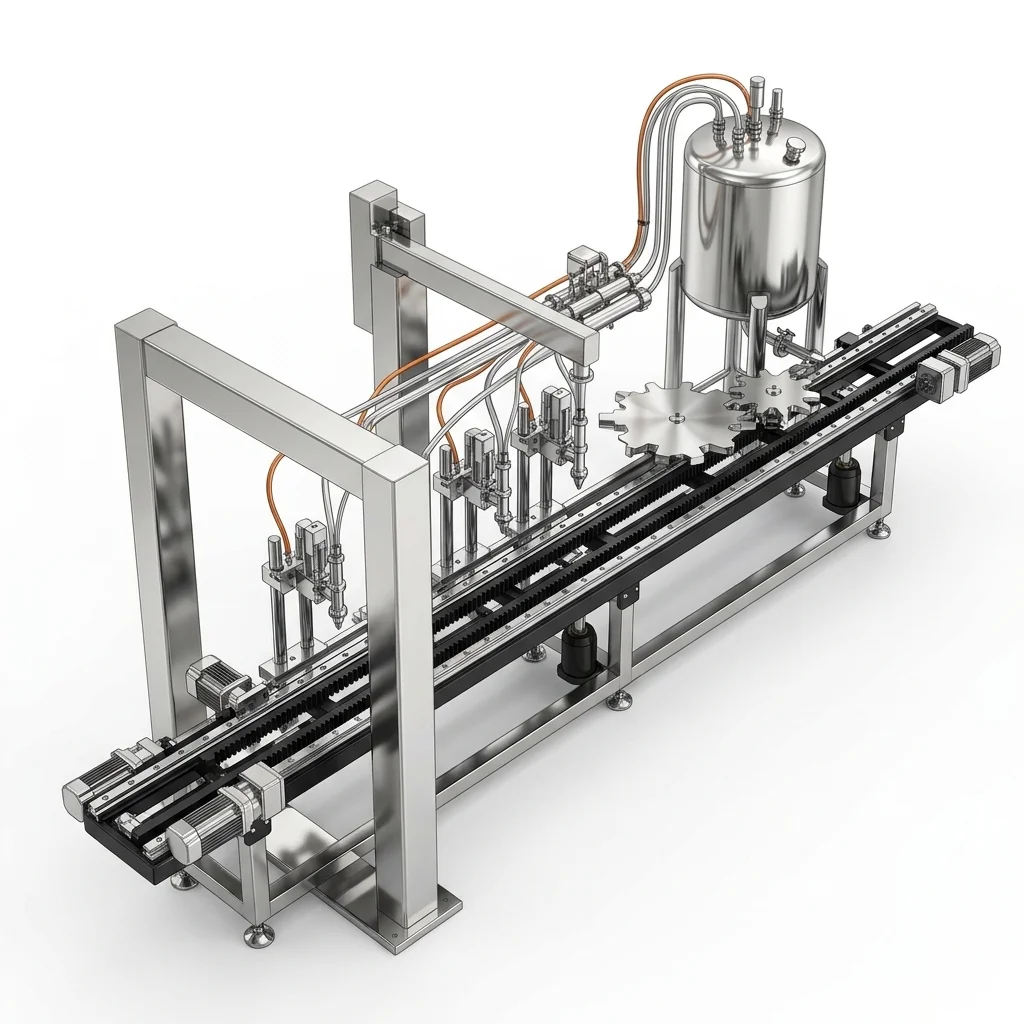
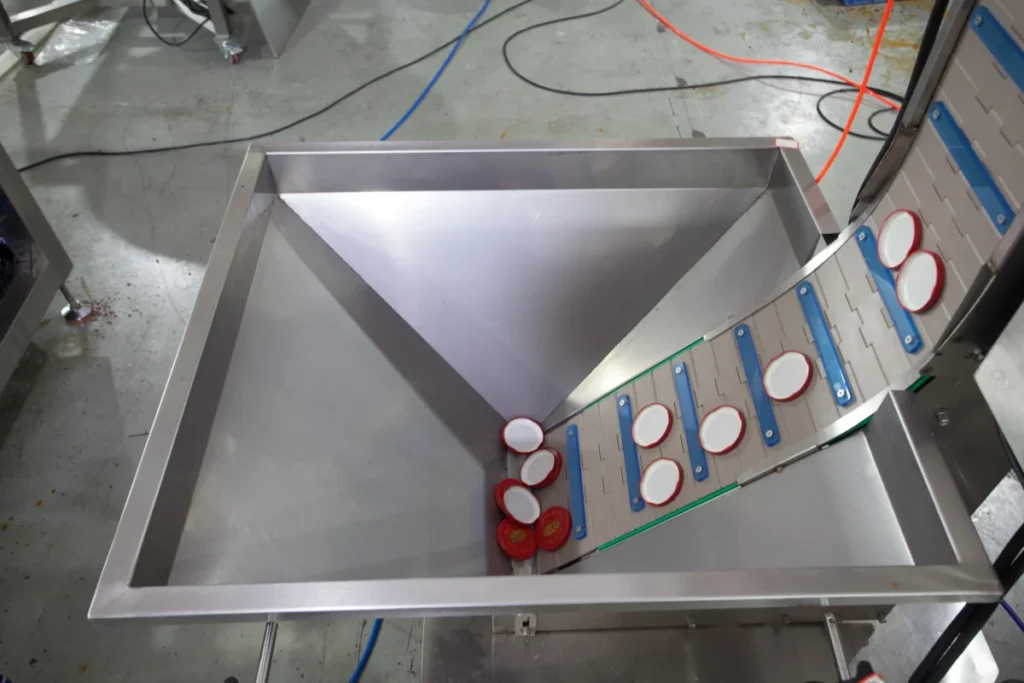
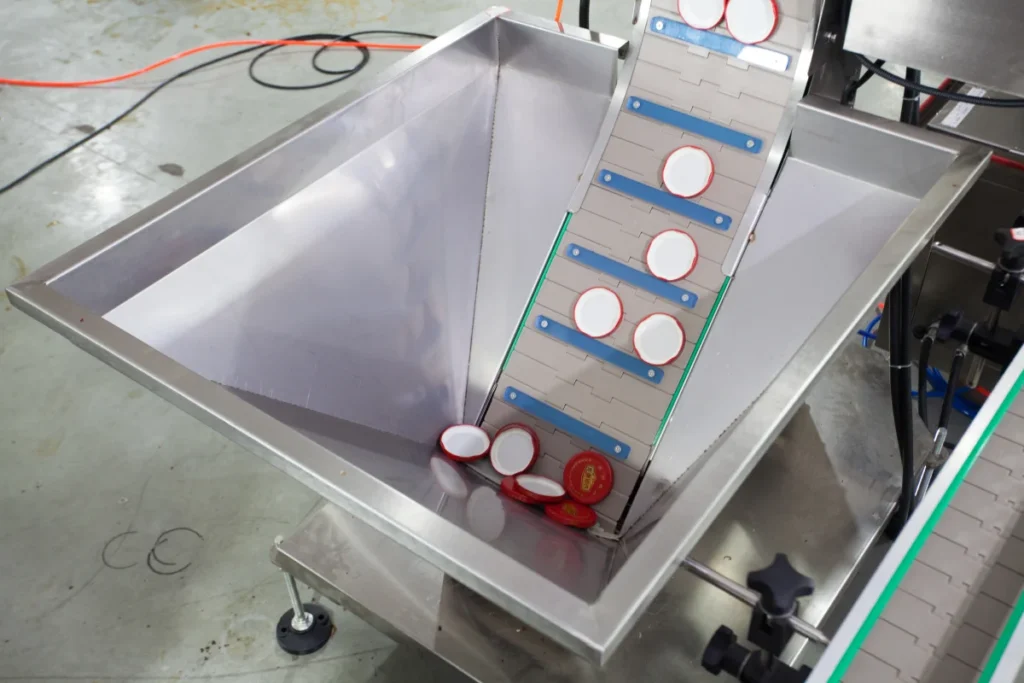
真实番茄酱灌装前段搅拌料斗、物料流动性与供料稳定性测试
番茄酱搅拌供料与物料流动性测试
项目概述: 展示番茄酱进入灌装机之前的真实物料状态:酱体如何流动、是否裹气、搅拌是否足以让物料保持均匀。
高粘度番茄酱在料斗内容易分层、裹气或形成搅拌死角。供料一旦不稳,瓶子还没到灌装嘴,活塞灌装的计量一致性就已经被破坏。
采用低剪切搅拌料斗、受控供料泵和夹套保温接触区。先观察真实番茄酱的液面、气泡和流动状态,再调整活塞行程与回吸参数。
通过试料先判断该番茄酱是否需要升温、加强搅拌、放大管径或调整灌装嘴回吸,再冻结整线设计。
FPM 判断一条酱料灌装线,会先问这几个问题
我们不卖现货设备。FPM 规划一条酱料灌装线,会先看酱料怎么流,再看瓶子能不能稳,再看盖子能不能锁住真空,最后看后段会不会堵线。
1. 酱料流动特性诊断
当物料粘度极高、含有颗粒或需要高温热灌装时,料斗、阀嘴和管路就不能按普通液体处理。我们会测量粘度、颗粒大小与灌装温度,以此设计料斗如何搅拌、活塞推进力大小及灌装嘴的选型。
2. 瓶罐在输送线上稳不稳
圆瓶、六角罐、异形罐或容易缩瘪的 PET 瓶,在输送线上的受力完全不同。我们必须通过实体瓶样来测量瓶口内径公差,并在输送轨道上做防倾倒、防刮擦调试,确保换产时能快速调轨。
3. 盖子能不能锁住真空
Twist-Off 金属盖和塑料拧盖的封盖受力不同。对于无防腐剂的热灌装酱料,我们通过调校蒸汽喷嘴的角度和压力,排空残留空气,让瓶子冷却后能缩紧盖顶的安全阀(残余真空度稳定在0.04 MPa以上)。
4. 后段会不会把前段拖停
整线连跑时各节点节拍必须严密同步。前道理瓶与灌装速度必须与后端开箱机、装箱机及吸盘码垛机器人形成变频平滑过渡,防止因后道局部积瓶导致高温酱料停滞固化。
前后段节拍要一起算
理瓶、灌装、旋盖、贴标、打码和缓存台要按同一个节拍跑。前面快、后面堵,整线还是会停。
自动理瓶与送瓶
通过 Clam 旋转理瓶机将广口空玻璃罐整理对齐,单列送入清洗轨道。
空瓶倾倒或桥连易导致瓶口卡死,中断输送。
翻转清洗与烘干
Iwash 翻转式洗瓶机将玻璃罐倒置进行喷淋冲洗,经过 Blow 热风吹扫确保内部无水分残留。
瓶内水滴残留会稀释调味酱糖度/固形物,导致保质期缩短。
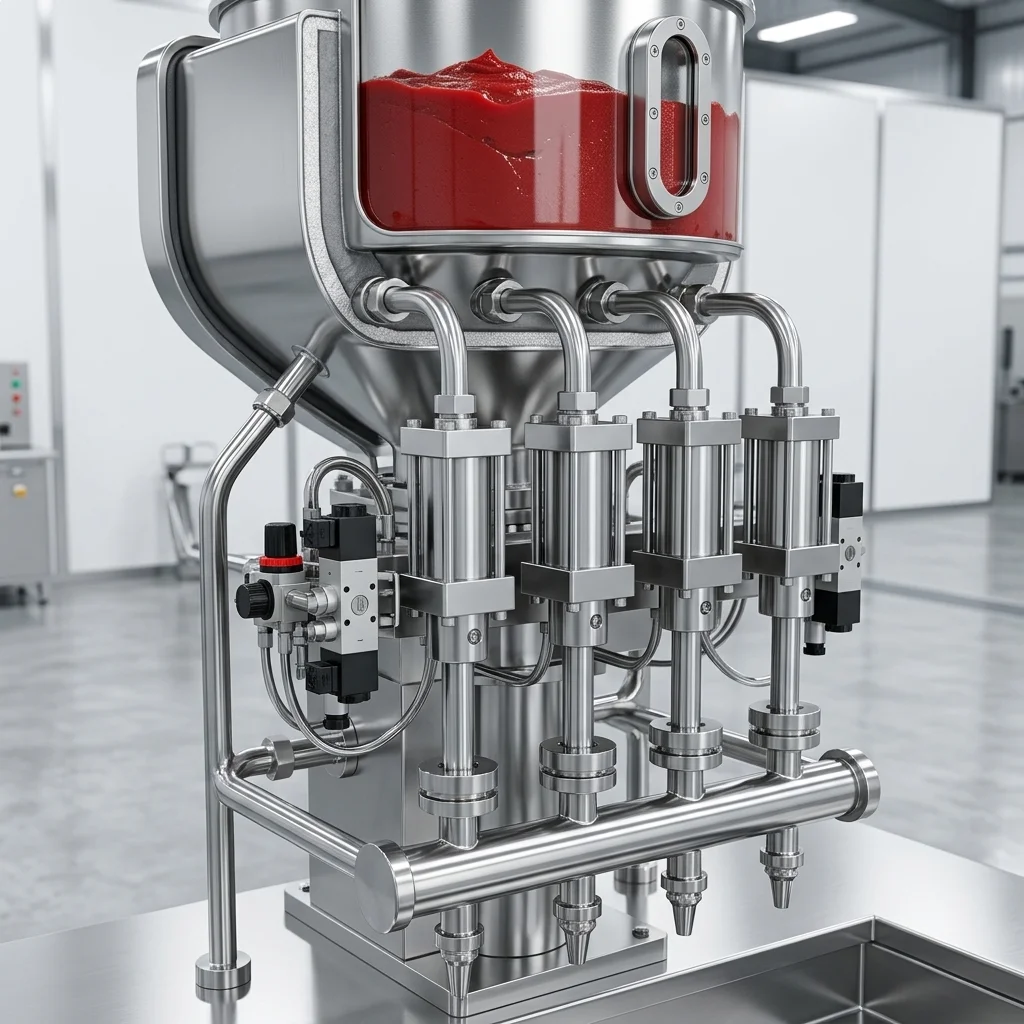
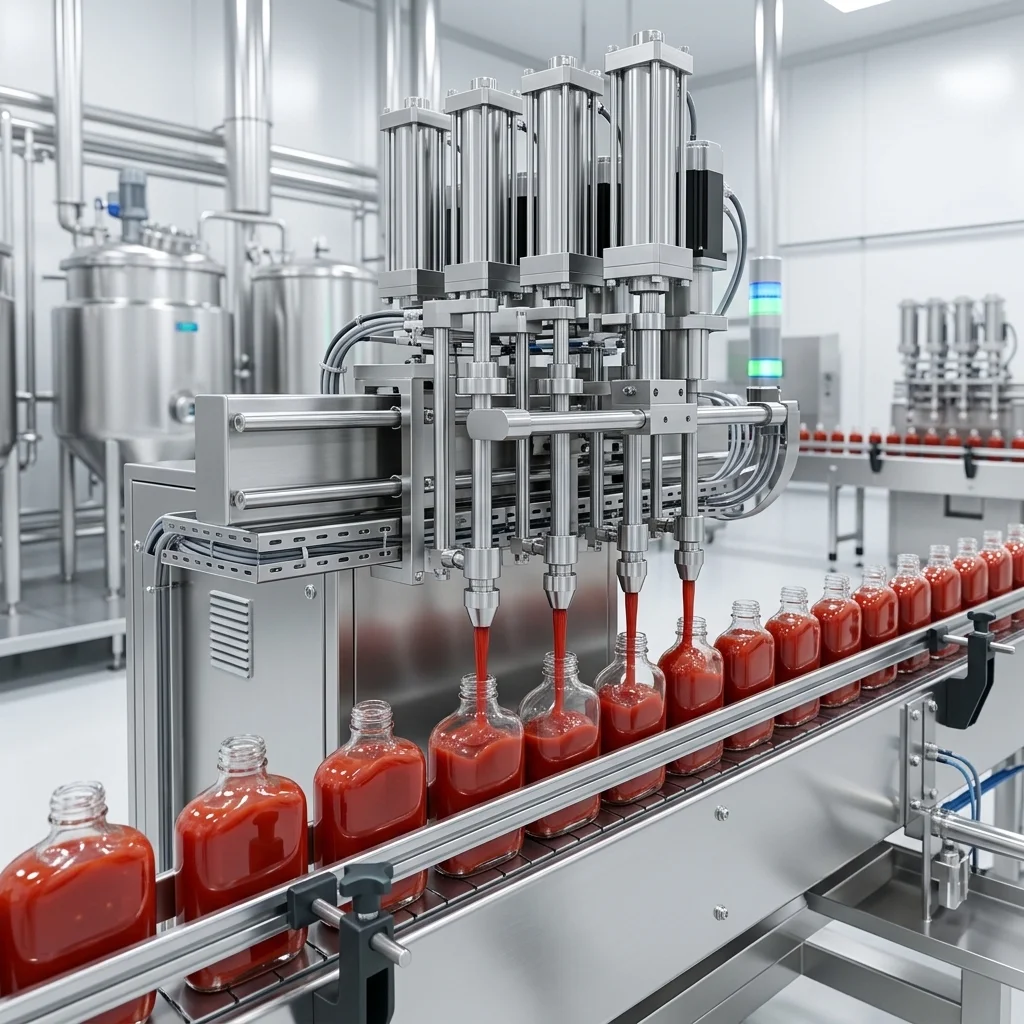
伺服精密活塞灌装
GBpackery 伺服活塞缸按设定量灌装高粘度酱料,夹套料斗持续保温,避免番茄酱降温变稠。
灌装嘴切料不净、拉丝滴漏沾染瓶口螺纹,导致后续旋盖无法密封。
蒸汽喷射真空旋盖
Arrang 磁力提升机理盖,Screw 真空旋盖腔喷射超温蒸汽置换氧气并旋紧 Twist-Off 铁盖。
蒸汽流量波动导致真空度不足,引起番茄膏等物料氧化变质。
激光打码与定位贴标
Printer 二氧化碳激光器在瓶身/盖顶喷印追溯码,Rsticker 旋转台对准合缝线精密贴标。
输送线晃动导致 DataMatrix 追溯码拉丝畸变,造成扫码设备无法识读。
后道装箱码垛
自动开箱装箱机将成品装入瓦楞纸箱,PSCProbot 气动吸盘机械手进行托盘码垛。
纸箱堵塞或托盘满载未及时移出,会倒灌导致前段灌装主机被迫停机。

瓶型和盖型先看这几处
广口瓶、异形罐、螺纹盖和压盖的难点不一样。我们先看瓶样和盖样,再决定护栏、拨轮、压盖头怎么做。

Euro-jar 广口玻璃罐
蒸汽喷射抽真空旋盖
在封盖前向罐口顶部空间喷入高温蒸汽,取代空气并在冷凝后形成气密性负压真空。

六角异形玻璃罐
低剪切伺服转阀灌装
采用大口径通道阀腔设计,允许大颗粒番茄调味酱平稳通过,不堵塞管路。

150ml 迷你玻璃罐
小规格精密伺服活计量
针对 100-200g 左右的小规格瓶装番茄酱/番茄膏优化活塞行程,确保单次灌装无滴漏。

PET/PP 软质挤压瓶
主动气动吸回截止阀
灌装阀关闭瞬间通过机械式吸回,将残留于管口的膏体反向吸回,确保软瓶外壁彻底无污渍。

5kg 餐饮及工业大塑料桶
随动潜入式下料灌装枪
灌装嘴深潜至塑料大桶底部,随着液面上升同步平稳回缩,避免酱料冲击产生气泡与溢流。
FPM Bojline 番茄酱线 9 个工位怎么接起来
通过机械同步控制与预诊断逻辑,规避9大酱料灌装生产风险,保证整线连续运转。
转盘自动理瓶机运行视频:展示番茄酱生产线工序真实工艺细节。



















Thin-wall glass Euro-jars or lightweight plastic bottles often experience container bridging, neck wedging, or tipping at the feeder, leading to immediate line stoppage.
翻转式洗瓶机运行视频:展示番茄酱生产线工序真实工艺细节。

















Sub-micron dust, box lint, or tiny glass particles left inside empty jars contaminate food products, violating HACCP and food safety standards.
隧道式烘干机运行视频:展示番茄酱生产线工序真实工艺细节。












Static electricity on plastic containers causes dust to cling tightly to the bottle walls, resisting basic gravity rinsing.

伺服活塞灌装头对准广口玻璃罐,将高温番茄膏精准注入且无滴漏。














































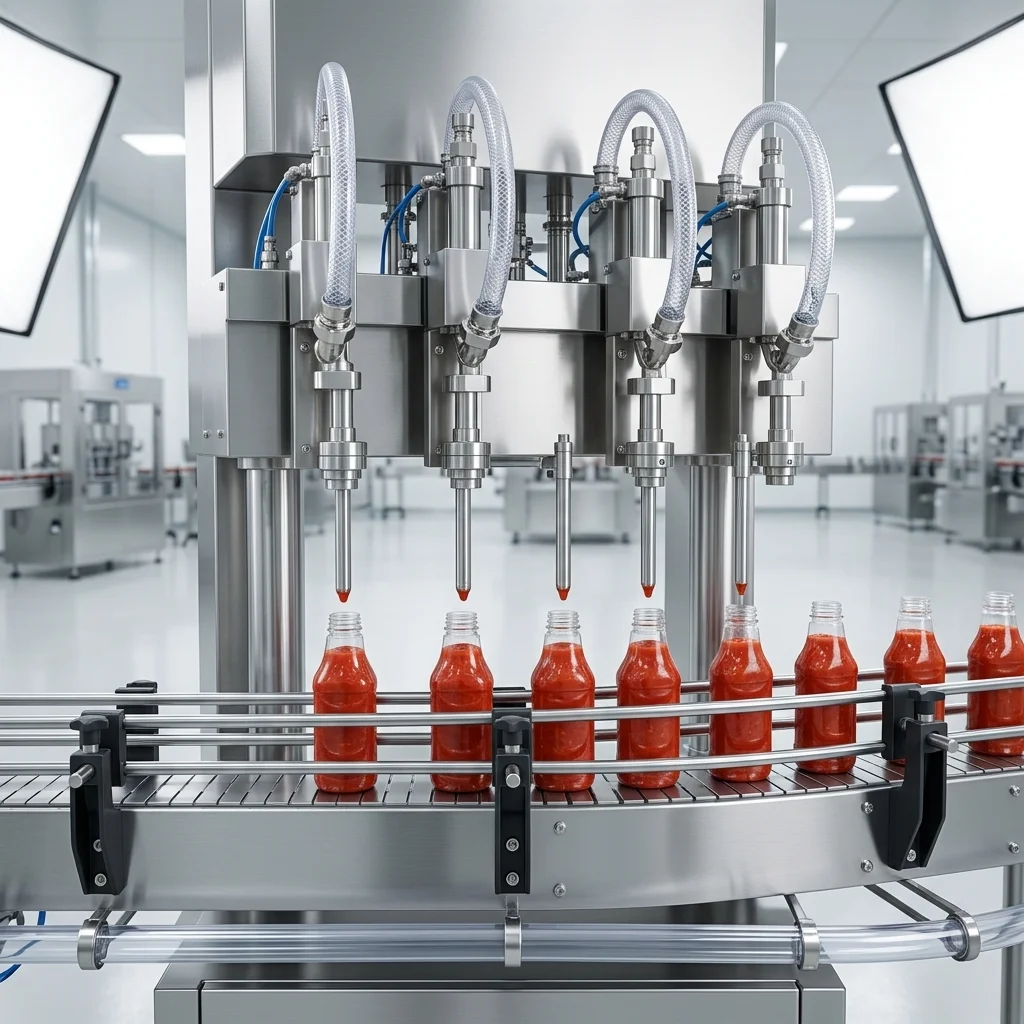















High-viscosity tomato paste and ketchup are prone to product stringing and nozzle dripping. Paste droplets on the glass threads prevent airtight steam-vacuum sealing during capping.

瀑布式理盖机运行视频:展示番茄酱生产线工序真实工艺细节。


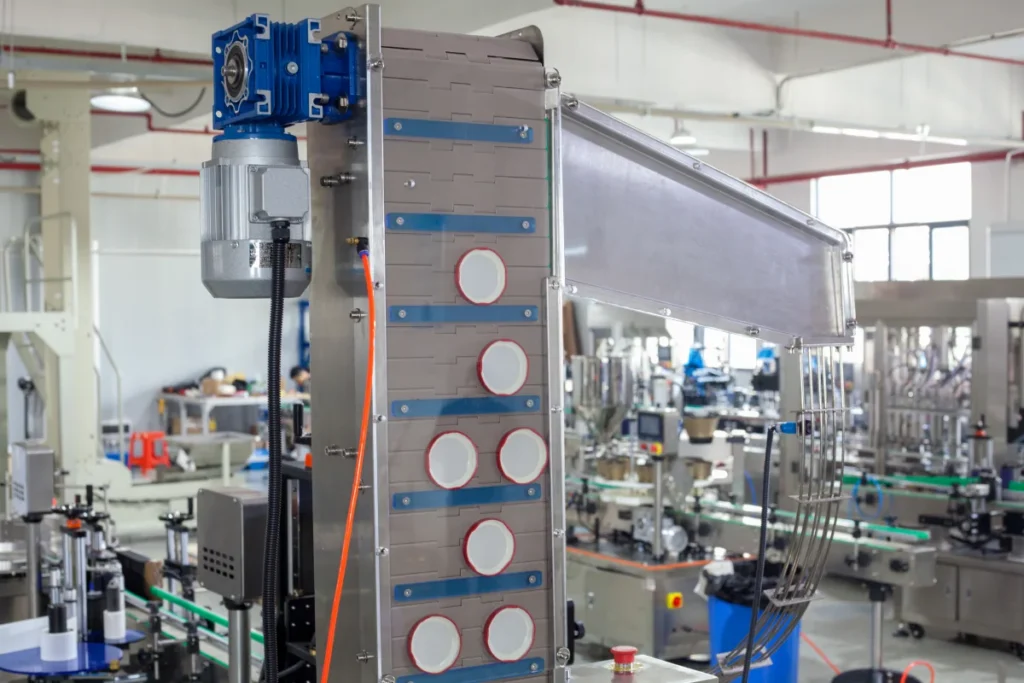
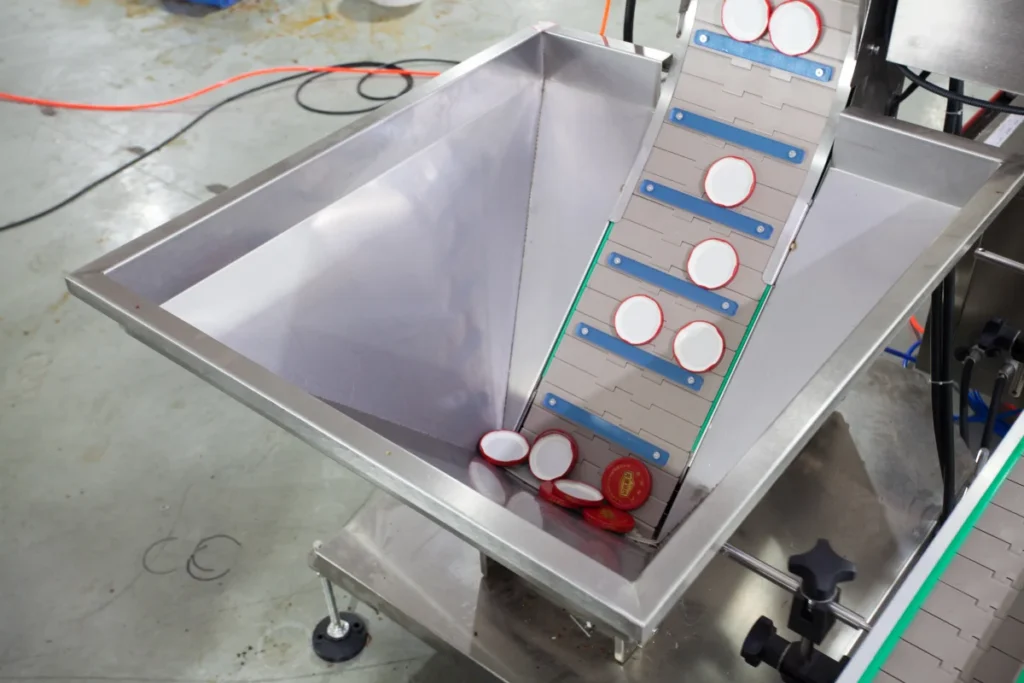













Incorrectly oriented caps entering the capper block the threading mechanism, causing line downtime and cap wastage.
抽真空旋盖机运行视频:展示番茄酱生产线工序真实工艺细节。













Residual oxygen inside food jars causes rapid oxidation, mold growth, and a short shelf life, forcing the use of synthetic preservatives.
激光打码机运行视频:展示番茄酱生产线工序真实工艺细节。


Vibrating conveyors smudge inkjet/laser codes, rendering national DataMatrix (Честный ЗНАК) compliance codes unreadable.
定位贴标机运行视频:展示番茄酱生产线工序真实工艺细节。




















Skewed, bubbled, or peeling labels on tapered or wet jars destroy B2B brand presentation and retail appeal.









Downstream stops (e.g., label roll replacement) force the upstream filling machine to stop immediately, causing food to bake or settle in the hopper.
FPM 番茄酱后段包装与码垛 5 个步骤
从收瓶到托盘,机械臂配合自动化开箱封箱,解决物流破损与重力码垛开裂风险。
自动纸箱开箱机运行视频:展示番茄酱生产线工序真实工艺细节。

纸箱板吸取不均或弯曲回弹易造成开箱拨页机构卡阻,阻断整个后段包装链路。
适用于所有瓶罐成品的外托运纸箱二次包装,保证成型精度。
瓦楞纸板克重及潮湿度影响吸盘拉力,需要配置大排量文丘里真空发生器。
需客户确认:纸箱展开图尺寸、纸板每平米克重,以及仓储防潮规范。
自动抓取装箱机运行视频:展示番茄酱生产线工序真实工艺细节。

吸取平移装箱时玻璃瓶硬碰撞易发生碎瓶;塑料瓶挤压变形会导致抓取定位偏移。
使用易碎广口玻璃瓶的番茄酱及高粘度酱料线连续作业所必需。
必须根据瓶盖外形定制食品级硅胶吸盘阵列,并加装装箱气缸下限位气垫阻尼。
需客户确认:单箱装箱排列矩阵(如 3x4)、纸箱内径与瓶径公差,以及满载抓取重量。

折盖封箱机运行视频:展示番茄酱生产线工序真实工艺细节。

箱盖折页不对齐或胶带贴偏,导致物流堆叠时纸箱受力不均发生封口开裂或塌箱。
所有纸箱二次包装整线末端出口的标准物流保障。
必须配置双侧变频同步皮带拉送,及可快速调节高度/宽度的定位手轮。
需客户确认:封箱胶带宽度规格、输送线台面高度公差,以及折盖封箱节拍。
协作码垛机器人运行视频:展示番茄酱生产线工序真实工艺细节。

气源气压瞬降导致整箱物料中途滑落摔碎;码垛层间对齐偏差会导致垛子倾斜倾倒。
高产量自动包装线末端必需,彻底替代繁重的人工搬运码垛。
受限于机械手臂工作半径及最大承载能力(如 30kg),需精确规划码垛轨迹。
需客户确认:码垛层数与排布图案、木托盘尺寸规格,以及协作区域安全光幕范围。

拉伸缠绕膜拉力过松在车辆颠簸时导致散垛;托盘承载变形导致货架码放安全事故。
实现叉车/液压车搬运、防止回潮以及进入立体仓库货架前的防线。
采用高密度网格HDPE塑料托盘(1200x800mm欧标),及配备多层阻隔自粘拉伸膜。
需客户确认:托盘动载与静载吨位指标、底面结构(九脚/川字/田字),以及缠绕包装层数。
把你的番茄酱线需求发给工程师
先发物料、瓶样、盖样和目标产能。工程师会判断需要热灌装、真空旋盖、吹干贴标还是后段装箱码垛。
实时预评估方案卡片
已确认的技术需求
系统自动判断整线配属
工程师初步诊断意见
相近高粘度食品物料需单独测试,不作为本站主线。