软管方向不一致
管仓里软管尾部方向不一致,会导致立管和入模不稳定。FPM 先看真实软管堆叠方式,再定送管轨道。
瓶样和盖样怎么进线
番茄酱复合软管、塑料共挤软管或铝塑复合软管。
要看的包装细节

要看的包装细节
Composite or plastic tomato ketchup tubes requiring tube magazine feeding, mark alignment, bottom filling, heat sealing, tail trimming, and discharge.
Squeeze Tube
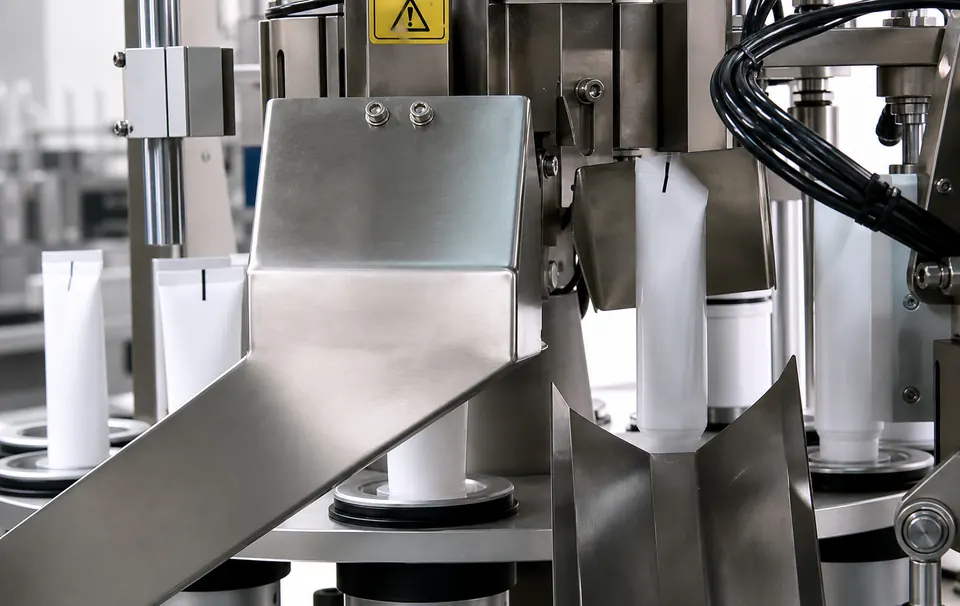
管仓、立管入模、旋转夹具、热合封尾和切尾机构
空软管实样:尾部开口、色标位置、盖端结构和管身硬度
番茄酱、番茄沙司、番茄辣酱及适合软管挤出的膏状酱料。
从软管尾部灌装,灌装嘴行程、回吸和惰性气体置换都要按管壁硬度调。
软管不是拧盖主导,而是封尾主导。尾部材质、厚度和钢印深度决定密封质量。
软管印刷和黑标要在灌装前读准,否则成品正面、封尾和批号位置会错位。
至少 200 支空软管、盖端照片、尾部开口照片、色标位置图,以及 5L 真实番茄酱物料。
产线上真正会出问题的地方
管仓里软管尾部方向不一致,会导致立管和入模不稳定。FPM 先看真实软管堆叠方式,再定送管轨道。
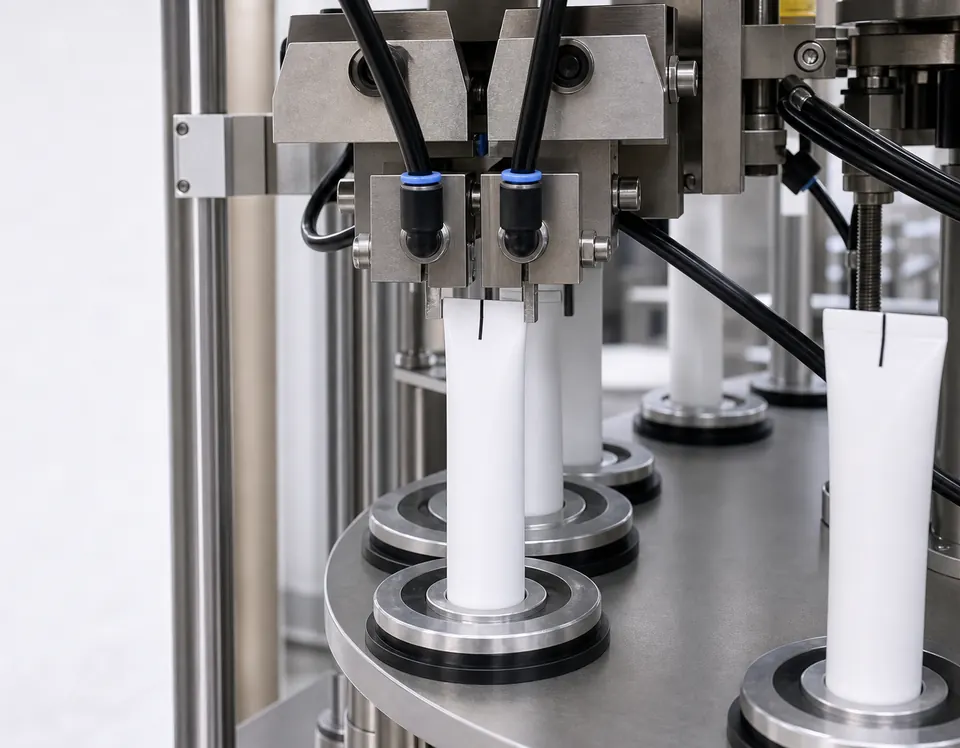
软管印刷面必须在灌装和封尾前停到固定角度。光电读标和夹具旋转定位要一起校准。
热合温度、压合压力、保压时间和切尾位置决定软管是否漏料、尾部是否平整。
FPM 的处理办法
空软管尾部开口同向放入管仓,先保证后续送管方向一致。

管仓底部自动送管机构把软管整理成单排,送入立管机构。

平躺软管经 90 度选择机构变成竖直状态,插入旋转工作台夹具。
传感器检测色标,夹具带动软管旋转到固定位置。

对标后通过锥形气孔向空管充入惰性气体。

从软管尾部开始灌装并挤出惰性气体,随后对尾部内侧加热熔化。

压力压紧已熔化的尾部,可选钢印日期或批号。
修剪管尾边角毛刺,让成品尾部平整。

夹具松开,成品软管弹出并掉落到收料滑板。