Линии розлива томатной пасты и кетчупа под ключ
FPM проектирует автоматические линии розлива томатной пасты и кетчупа «под ключ» — от мойки банок и горячего дозирования до вакуумной укупорки Twist-Off и роботизированного паллетирования.




Реальные проекты линий розлива томатной пасты и кетчупа под ключ
Ознакомьтесь с видео работы и инженерными параметрами реальных производственных линий на заводах заказчиков.
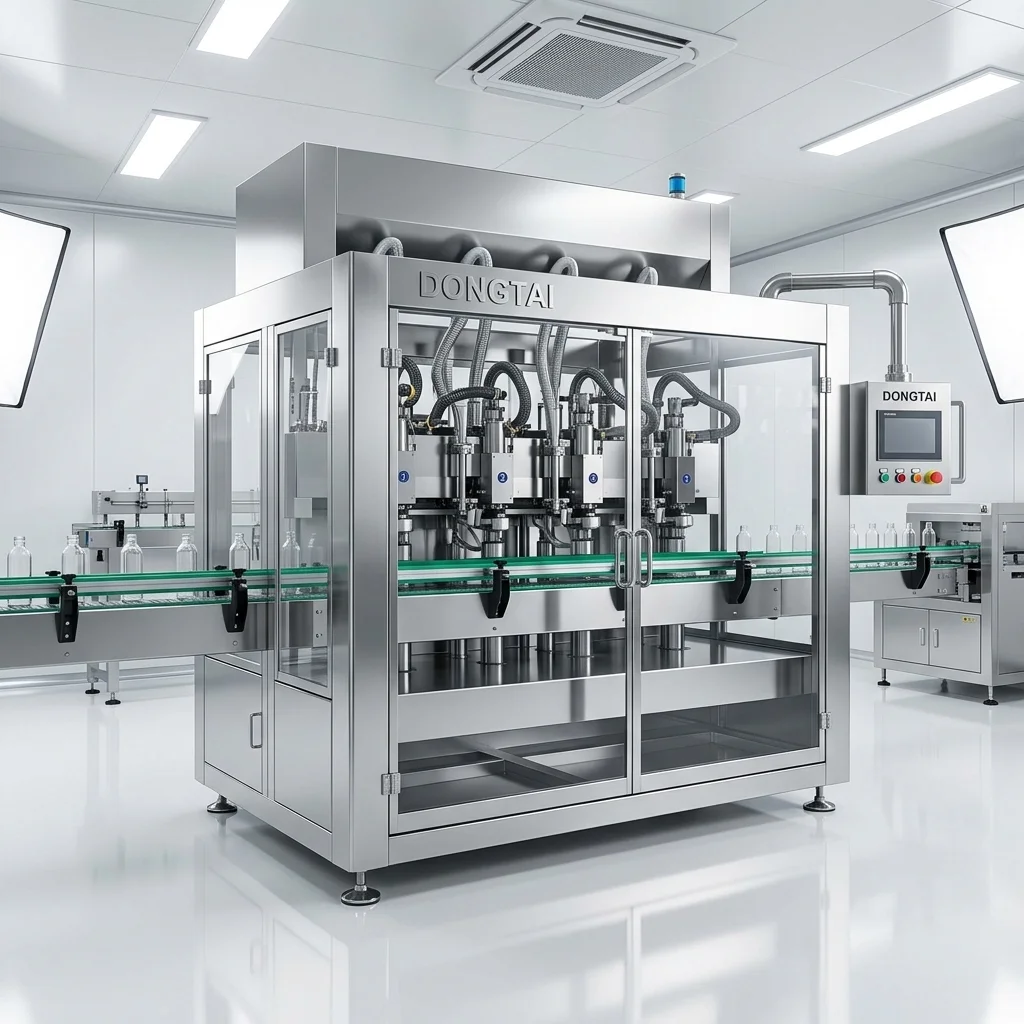
Реальная комплектная линия розлива томатной пасты в банки с вакуумной укупоркой
Линия горячего розлива томатной пасты с вакуумной укупоркой
Описание: Решает проблемы боя стекла, загрязнения горловины и плесени. Включает подогрев, паровакуумную укладку, сушку и этикетирование.
Горячая томатная паста (85-90°C) вызывала брызги при дозировании на высокой скорости и не сохраняла вакуум после остывания.
Установлен сервопоршневой дозатор из стали SUS316L с водяной рубашкой подогрева в паре с камерой паровакуумной укупорки.
Стабильный вакуум более 0,04 МПа после охлаждения, полное отсутствие брызг на резьбе горловины и точное этикетирование.
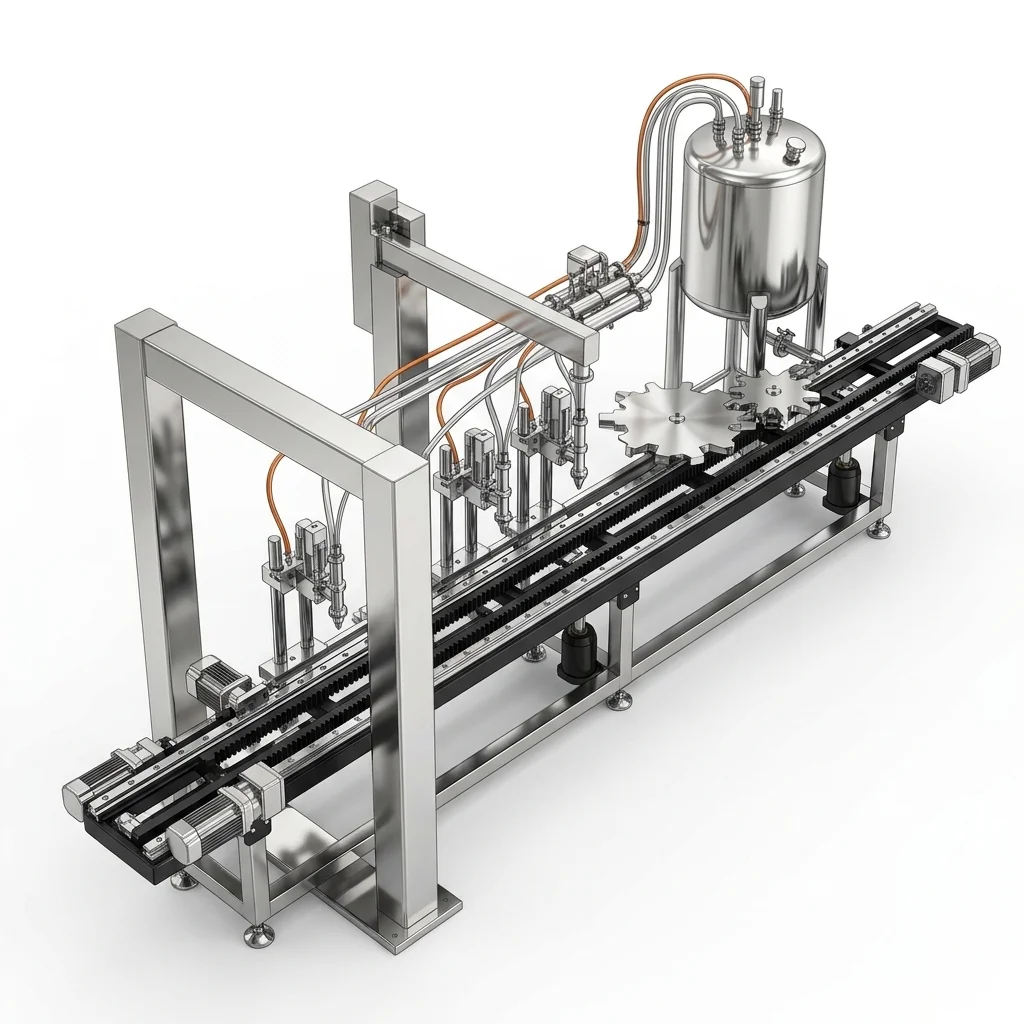
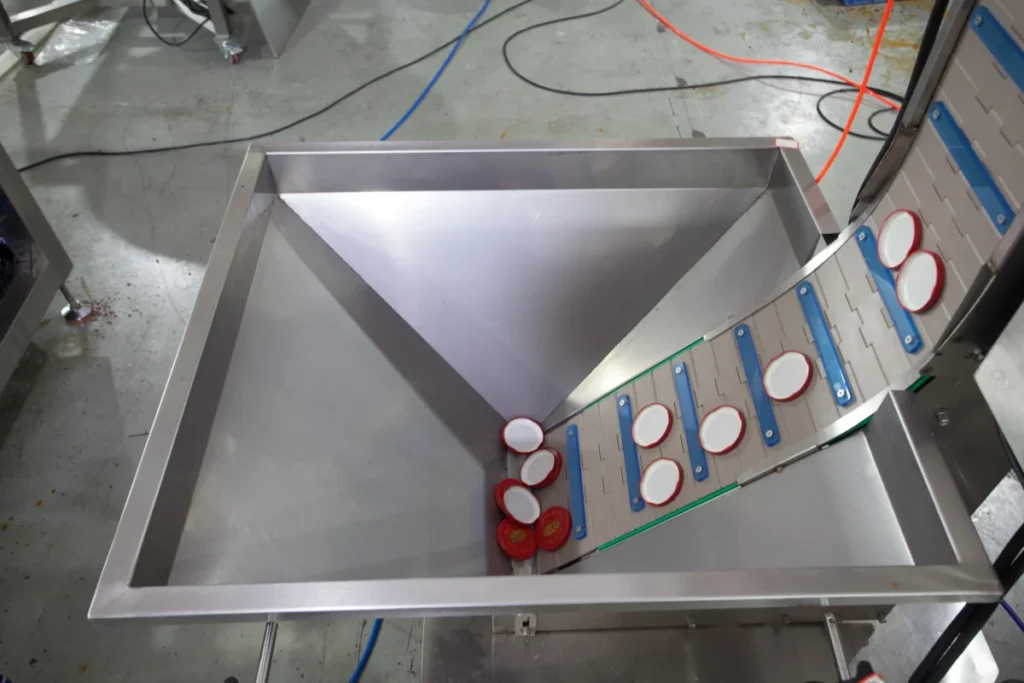
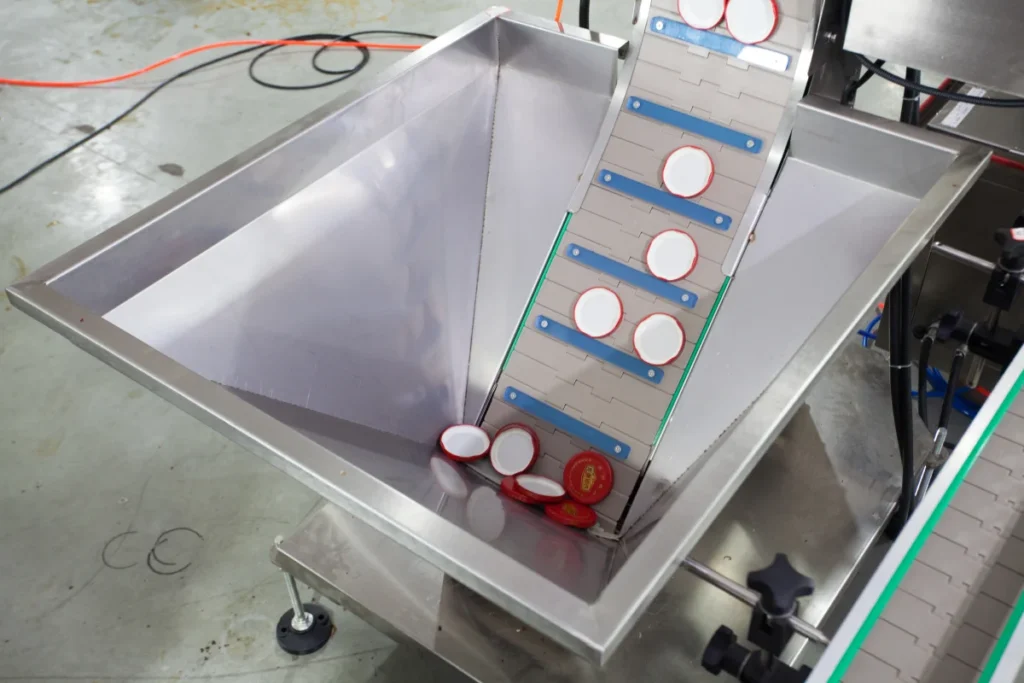
Реальное испытание перемешивающего бункера, текучести и стабильности подачи томатной пасты
Испытание перемешивания и подачи томатной пасты
Описание: Показывает реальное состояние продукта до розлива: как паста течет, удерживает ли воздух и достаточно ли перемешивания для однородности.
Густая томатная паста может расслаиваться, удерживать воздух и образовывать застойные зоны в бункере. Нестабильная подача нарушает точность поршневого дозирования еще до попадания банки под сопло.
Используется бункер с низкосдвиговым перемешиванием, управляемая насосная подача и рубашечные зоны контакта с продуктом; затем настраиваются ход поршня и обратное всасывание по реальному поведению пасты.
Испытание показывает, требуется ли подогрев, усиленное перемешивание, увеличенный диаметр трубопровода или изменение обратного всасывания сопла до финальной компоновки линии.
Как FPM проектирует линию розлива соуса
Мы не продаем стандартное оборудование со склада. Каждая линия проектируется по четырем направлениям для ваших продуктов.
1. Анализ продукта и вязкости
Мы оцениваем вязкость соуса (по Боствику/спз), размеры кусочков, температуру (горячий розлив 85°C или холодная эмульсия). Это определяет рубашку обогрева, мощность поршней и тип клапанов.
2. Геометрия тары и подача
Круглые банки, шестигранное стекло или ПЭТ-бутылки меняют прохождение линии. Мы проверяем допуски горловины, пределы деформации стенок при дозировании и форму направляющих.
3. Укупорка и глубина вакуума
Металлические крышки Твист-офф (TO-66/82) требуют особых зажимов. Для соусов без консервантов мы внедряем паровую укупорку для остаточного вакуума в банке.
4. Синхронизация конца линии
Высокая скорость требует непрерывности. Участок розлива должен быть согласован с укладчиком коробов (Capacker) и паллетайзером (PSCProbot) для исключения остановок.
Карта синхронизации и балансировки линии
От подачи и розлива до укупорки, этикетирования, маркировки и накопления — устранение узких мест и рисков простоя на каждом этапе.
Подача и ориентирование стеклянных банок
Стол Clam ориентирует пустые банки; обдув воздухом удаляет пыль.
Падение банок блокирует подачу.
Ополаскивание и сушка банок
Машина Iwash моет перевернутые банки; тоннель Blow сушит их.
Оставшаяся вода снижает сахаристость.
Поршневое дозирование соуса
Дозатор GBpackery наполняет банки; подогрев бункера сохраняет текучесть.
Капли соуса на резьбе нарушают вакуум.
Парокупоривание Twist-Off
Укладчик Arrang подает крышки; автомат Screw укупоривает их паром.
Слабый вакуум ведет к окислению.
Лазерная маркировка и этикетирование
Лазер Printer наносит коды; автомат Rsticker клеит этикетки.
Вибрация смазывает маркировку.
Упаковка в короба и паллетирование
Автоматы упаковывают банки в коробки; робот PSCProbot укладывает их.
Заторы в конце линии останавливают дозатор.

Совместимость с типами тары и укупорки
FPM проектирует распределительные шнеки, турникеты и укупорочные головки под параметры вашей тары.

Евробанка (Твист-Офф 66/82)
Вакуумная укупорка паром
Подача пара в банку; конденсация пара создает герметичный вакуум.

Шестигранная банка (Т-58/66)
Безосколочный роторный золотник
Клапаны большого сечения позволяют густым томатным соусам с кусочками проходить без засорения.

Мини-банка (Т-38/43)
Точное поршневое микрометрическое дозирование
Настройка хода поршня для малых объемов кетчупа или томатной пасты без капель.

Пластиковый флакон
Сопло с обратным всасыванием капли
Обратное втягивание соуса; чистый срез без капель на плечиках.

Ведро HoReCa 5 кг
Погружное сопло с отслеживанием уровня
Опускание сопла на дно и подъем в такт наполнению без пены.
Интегрированный процесс Bojline из 9 этапов
Мы устраняем 9 ключевых рисков на линии розлива с помощью механической синхронизации.
Видео работы Поворотный стол подачи пустой тары: демонстрация надежности и стабильности процесса.



















Thin-wall glass Euro-jars or lightweight plastic bottles often experience container bridging, neck wedging, or tipping at the feeder, leading to immediate line stoppage.
Видео работы Машина для ополаскивания банок: демонстрация надежности и стабильности процесса.

















Sub-micron dust, box lint, or tiny glass particles left inside empty jars contaminate food products, violating HACCP and food safety standards.
Видео работы Сушильный тоннель: демонстрация надежности и стабильности процесса.












Static electricity on plastic containers causes dust to cling tightly to the bottle walls, resisting basic gravity rinsing.

Сервопоршневой дозатор соуса осуществляет точный налив горячей томатной пасты без капель.

































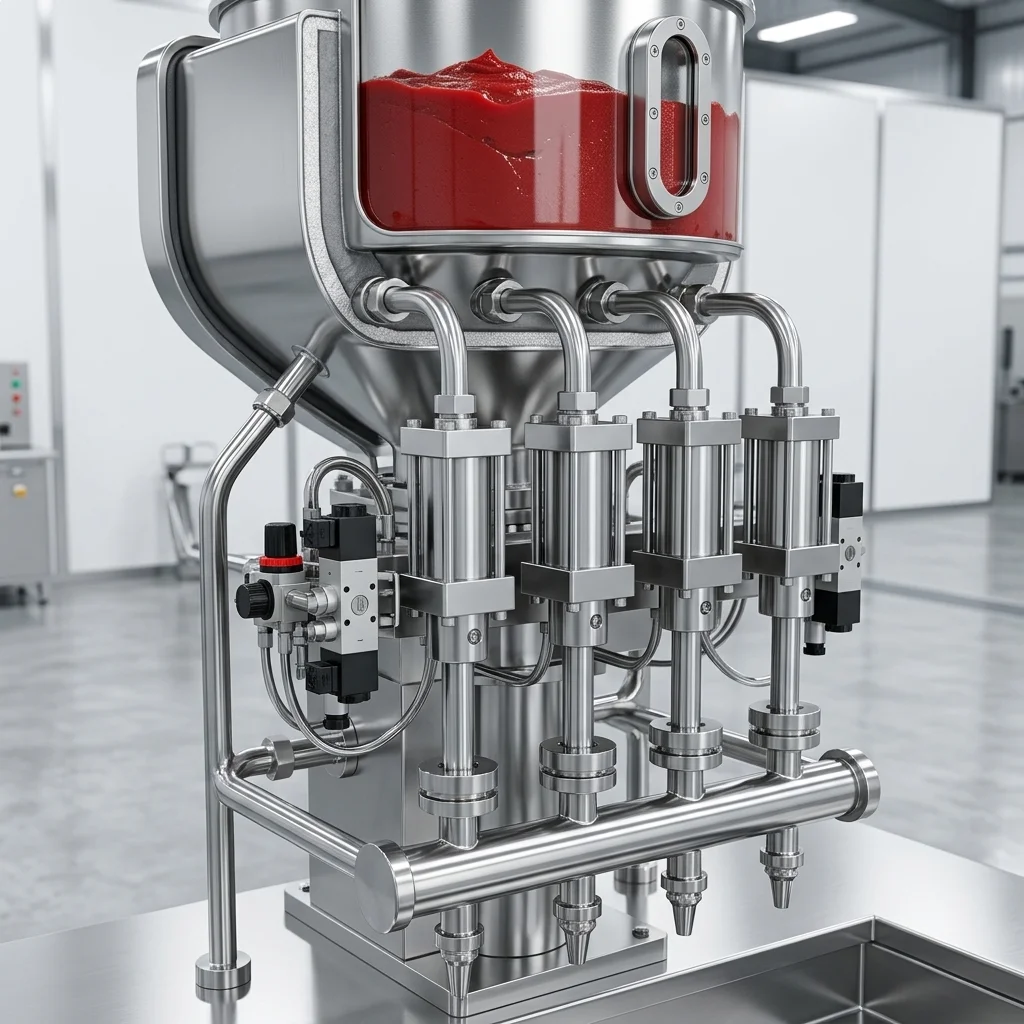













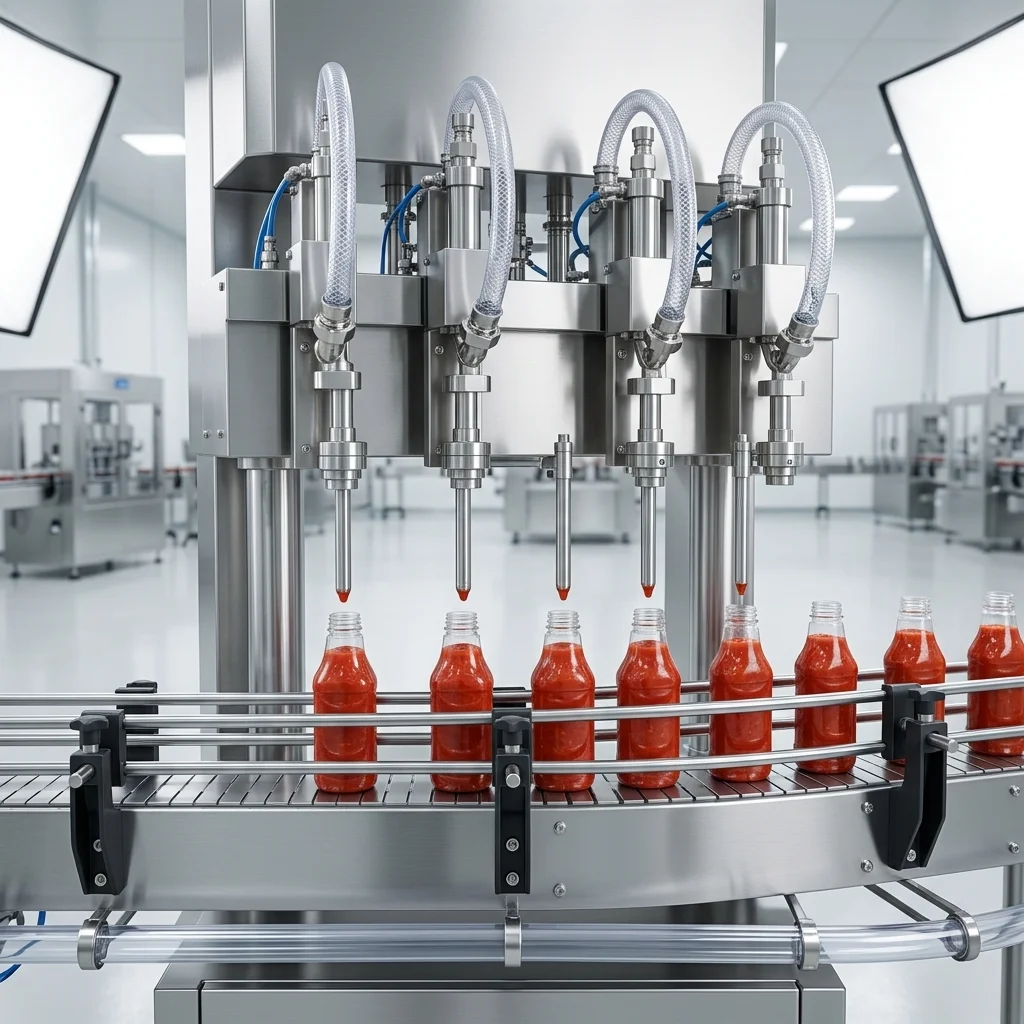




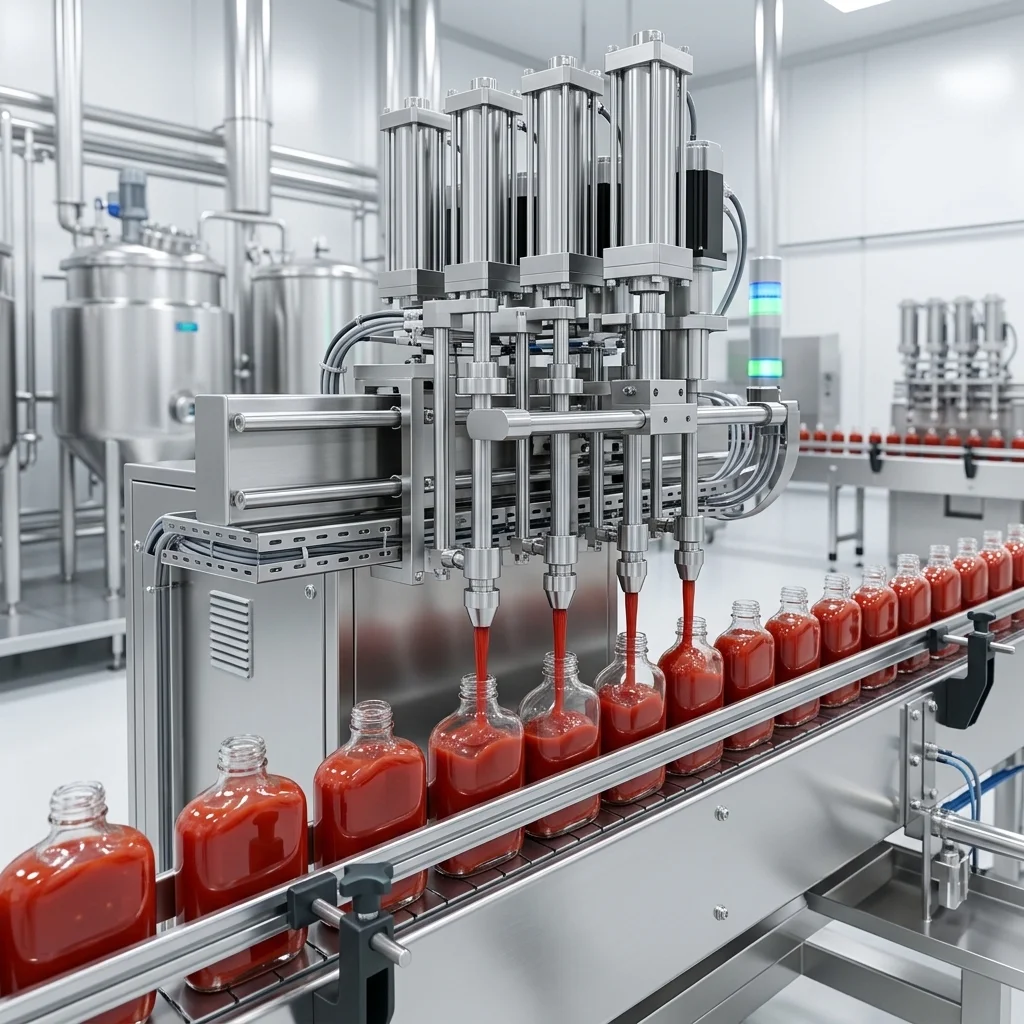











High-viscosity tomato paste and ketchup are prone to product stringing and nozzle dripping. Paste droplets on the glass threads prevent airtight steam-vacuum sealing during capping.

Видео работы Элеваторный ориентатор крышек: демонстрация надежности и стабильности процесса.


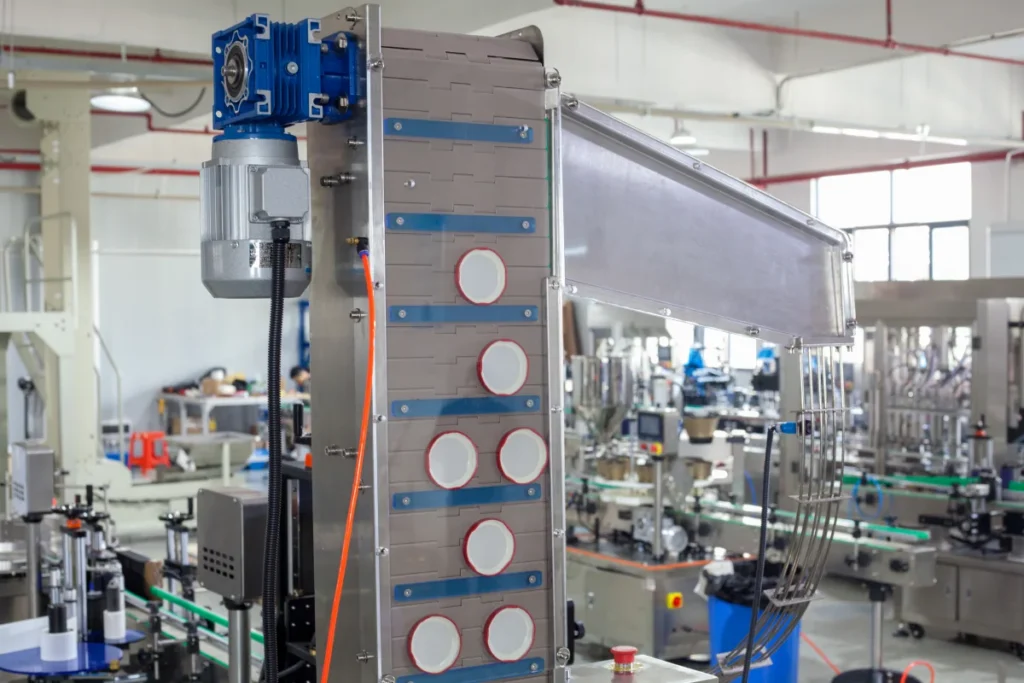
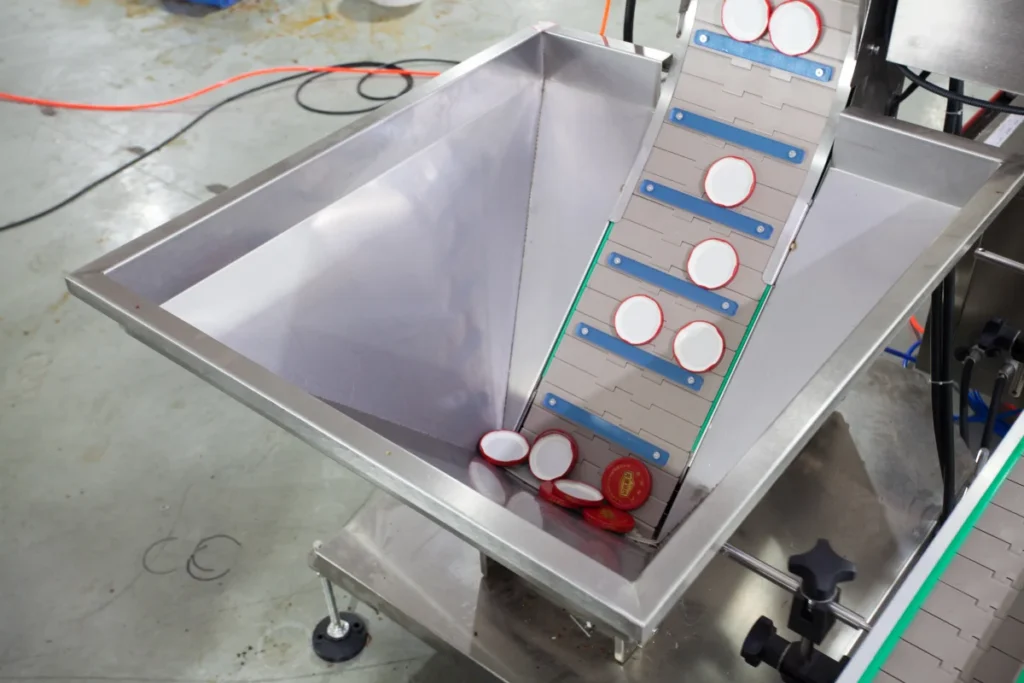













Incorrectly oriented caps entering the capper block the threading mechanism, causing line downtime and cap wastage.
Видео работы Вакуумный укупорщик Twist-Off: демонстрация надежности и стабильности процесса.













Residual oxygen inside food jars causes rapid oxidation, mold growth, and a short shelf life, forcing the use of synthetic preservatives.
Видео работы Лазерный маркиратор даты: демонстрация надежности и стабильности процесса.


Vibrating conveyors smudge inkjet/laser codes, rendering national DataMatrix (Честный ЗНАК) compliance codes unreadable.
Видео работы Карусельный этикетировщик банок: демонстрация надежности и стабильности процесса.




















Skewed, bubbled, or peeling labels on tapered or wet jars destroy B2B brand presentation and retail appeal.









Downstream stops (e.g., label roll replacement) force the upstream filling machine to stop immediately, causing food to bake or settle in the hopper.
Линия групповой упаковки и укладки на поддоны (5 этапов)
От формирования коробов до обмотки паллет стрейч-пленкой — автоматизация логистической упаковки.
Видео работы Автоматический формирователь коробов: демонстрация надежности и стабильности процесса.

Неравномерное присасывание заготовок гофрокоробов блокирует формирующие рычаги, останавливая упаковку.
Универсальное решение для формирования транспортной гофротары перед укладкой продукции.
Качество гофрокартона и его влажность определяют параметры вакуумного захвата.
Подтвердить: 2D-чертеж развертки короба, плотность картона (г/м²) и условия хранения.
Видео работы Автоматический укладчик банок в короба: демонстрация надежности и стабильности процесса.

Соударения стеклянных банок при укладке вызывают микротрещины; пластиковые бутылки сминаются захватом.
Критично для высокоскоростных автоматических линий со стеклянной тарой.
Требуются силиконовые присоски под профиль крышки и пневматические амортизаторы.
Подтвердить: схему укладки (например, 3x4 = 12 банок), зазоры внутри короба и массу контейнера.

Видео работы Автоматический заклейщик коробов: демонстрация надежности и стабильности процесса.

Неровный загиб клапанов или смещение ленты скотча снижает прочность короба при штабелировании.
Стандартная защита гофрокоробов перед транспортировкой авто- или морским транспортом.
Требуются синхронизированные боковые ремни протяжки и надежные диспенсеры ленты.
Подтвердить: ширину скотча (48/60/75 мм), высоту стола заклейщика и производительность.
Видео работы Робот-паллетайзер коробов: демонстрация надежности и стабильности процесса.

Падение короба из-за потери вакуума при сбое давления; перекос слоев ведет к заваливанию паллеты.
Высокопроизводительные линии, требующие автоматизации тяжелого ручного труда.
Зона досягаемости манипулятора и грузоподъемность (например, 30 кг) ограничивают скорость.
Подтвердить: схему укладки (паттерн), количество слоев, размеры поддона (1200x800) и барьеры безопасности.

Слабое натяжение стрейч-пленки вызывает смещение груза; слабый поддон трескается под нагрузкой.
Необходимо для перемещения вилочным погрузчиком и размещения на складских стеллажах.
Размеры пластикового поддона (1200x800 / 1200x1000 мм) и прочность стрейч-пленки.
Подтвердить: динамическую (т) и статическую нагрузку поддона, тип ножек и количество слоев обмотки.
Запрос технического предложения на линию розлива
Укажите физические свойства продукта, параметры тары и требуемую скорость. Наши инженеры подготовят проект планировки и план тестирования.
Предварительный отчет в реальном времени
Подтвержденные требования
Предварительный выбор линии
Первичное заключение инженера
Смежные высоковязкие пищевые продукты требуют индивидуального тестирования и не являются основной специализацией данного сайта.